Product Description
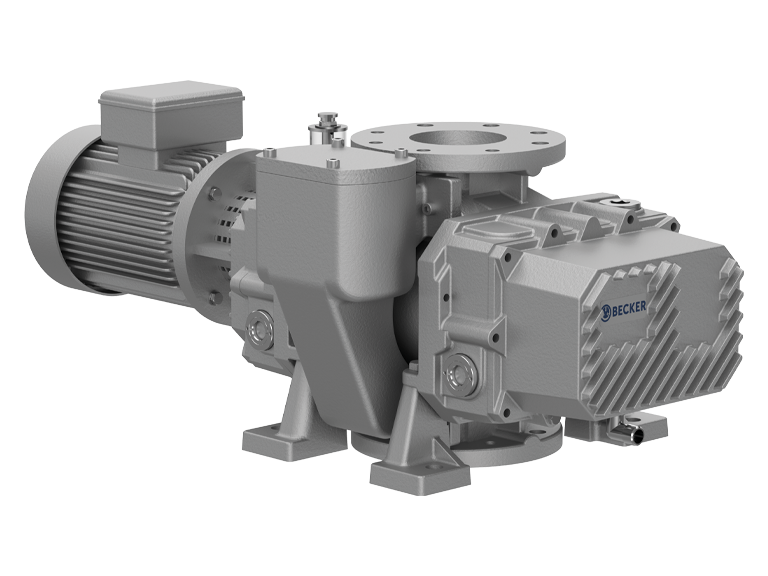
Dual Stage Roots Backing Unit Water Ring Vacuum Pump
Product Description
Product Parameters
|
Model |
2BV2060 |
2BV2061 |
2BV2070 |
2BV2071 |
2BV5110 |
2BV5111 |
2BV5121 |
2BV5131 |
2BV5161 |
|
Pumping speed(m³/min) |
27 |
52 |
80 |
110 |
165 |
230 |
280 |
400 |
500 |
|
Ultimate pressure(Pa) |
3300 |
3300 |
3300 |
3300 |
3300 |
3300 |
3300 |
3300 |
3300 |
|
flow of supiying water(L/min) |
2 |
2 |
2.5 |
4.2 |
6.7 |
8.3 |
10 |
15 |
20 |
|
Connections of inlet(outlet) |
1″ |
1″ |
1(1/2)” |
1(1/2)” |
50 |
50 |
65 |
65 |
80 |
|
Pumping size(mm) |
455X186X250 |
476X186X250 |
545X223X270 |
566X223X300 |
637X340X361 |
672X340X371 |
771X382X385 |
852X382X427 |
1044X450X521 |
|
Noise level dB(A) |
62 |
65 |
66 |
72 |
63 |
68 |
69 |
73 |
74 |
|
Weight (with oil filling) (kg) |
31 |
35 |
56 |
65 |
103 |
117 |
149 |
205 |
331 |
|
Motor Power(Kw) |
1.1 |
1.5 |
3 |
4 |
4 |
5.5 |
7.5 |
11 |
15 |
|
Motor Voltage/motor base frequency(V/Hz) |
380/50 |
380/50 |
380/50 |
380/50 |
380/50 |
380/50 |
380/50 |
380/50 |
380/50 |
|
Nominal Motor speed(rpm) |
2840 |
2840 |
2860 |
2880 |
1430 |
1440 |
1440 |
1450 |
970 |
|
Nominal Motor current(A) |
2.6 |
3.4 |
6.2 |
8.1 |
8.8 |
11.5 |
15.4 |
22.3 |
30.1 |
|
Type of protection(IP) |
IP55 |
IP55 |
IP55 |
IP55 |
IP55 |
IP55 |
IP55 |
IP55 |
IP55 |
Detailed Photos
Company Profile
HangZhou Sifang Vacuum Equipment Co., Ltd. specializes in the production of vacuum furnaces, vacuum pumps, steel drums and other products.”Sifang” is the registered trademark of the company’s products.
our company is 1 professional vacuum equipment manufacturer in HangZhou, China. We specialize in vacuum pumps, furnaces, systems and components for diverse applications. We produce rotary vane vacuum pumps, water ring vacuum pumps, reciprocating vacuum pumps, roots vacuum pump units, vacuum heat treatment furnaces, vacuum aluminum brazing furnaces, high temperature brazing fur- naces, vacuum sintering furnaces, monocrystalline silicon furnaces and other products. All these vacuum equipment are widely used in aviation, aerospace, military, railway, automobile, machinery, mold, electronics, metallurgy, scientific research and other fields.
We have professional engineer support, high efficiency sales team and competitive price superiority, and attract customers from all over the world, we export to over 40 countries, including Europe, Poland, Serbia, Turkey, Russia, USA, Mexico, Brazil, India, Thailand, Middle east and South Africa.
After several years’ development, We have achieved great progress, we are equipped with the AutomaticCNCmachines and multi-func- tion testing machines. Our R&D department provide the strong tech- nical support and enable us to receive some 0 E M, O D M projects. We can produce at least 3000 sets vacuum equipment per year. With our innovative and energy-efficient vacuum equipment that is put to work in a multitude of manufacturing and process applica- tions, we also offer you a comprehensive suite of CHINAMFG ser- vices to complement our products.
FAQ
1.Q: Are you a factory or trading company?
A: We are a factory and we have professional team of workers,Designers and inspectors.
2.Q:Do you accept custom?
A:Of course.We have professional teams who make your designs,photos,imagines and OEM orders into real production.
3.Q:What’s your advantages?
A: Quick response to your enquiry,
High quality control,
Reasonable price,
Timely delivery,
Excellent after-sales service,
OEM/ODM are welcome
4.Q:What’s your shipping terms?
A:If you need to ship by air,we can use DHL,UPS,FedEx,TNT or EMS.If you need to ship by sea,we have many good forwarders to work with,they can provide the best price for you.
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| After-sales Service: | Online Support |
|---|---|
| Warranty: | 1 Year |
| Oil or Not: | Oil |
| Structure: | Vacuum Pump |
| Exhauster Method: | Entrapment Vacuum Pump |
| Vacuum Degree: | Vacuum |
| Customization: |
Available
|
|
|---|
Can Roots Vacuum Pumps Be Used for Vacuum Impregnation in Manufacturing?
Yes, Roots vacuum pumps can be used for vacuum impregnation in manufacturing. Here’s a detailed explanation:
1. Vacuum Impregnation in Manufacturing: Vacuum impregnation is a process used in manufacturing to fill porous materials or components with a liquid or resin. It is commonly employed to enhance the properties of materials by improving their strength, sealing capability, or resistance to chemicals or corrosion. The process involves placing the porous material in a vacuum chamber and removing the air or gas trapped within its pores. Once a vacuum is established, a liquid or resin is introduced, and the vacuum is released, allowing the material to absorb the impregnating substance.
2. Role of Roots Vacuum Pumps: Roots vacuum pumps play a crucial role in the vacuum impregnation process by creating and maintaining the required vacuum conditions. Here’s how they contribute:
– Evacuation: Roots pumps are used to evacuate the impregnation chamber, removing the air and gas from within the pores of the porous material. By creating a vacuum, the trapped gases are extracted, creating a void space for the impregnating substance to penetrate.
– Pressure Control: Roots pumps help control the pressure within the impregnation chamber during different stages of the process. They can rapidly achieve and maintain the desired vacuum level, ensuring proper impregnation of the material and preventing the formation of air bubbles or voids.
– Gas Removal: Roots pumps effectively remove gases released from the impregnating substance during the impregnation process. As the liquid or resin fills the pores of the porous material, gases may be released due to the reaction or outgassing. The vacuum pump evacuates these gases, preventing their accumulation and ensuring complete impregnation.
3. Advantages of Roots Vacuum Pumps for Vacuum Impregnation:
– High Pumping Speed: Roots vacuum pumps have a high pumping speed, enabling rapid evacuation of the impregnation chamber. This reduces the overall impregnation cycle time, increasing manufacturing throughput and efficiency.
– Large Volume Handling: Roots pumps are capable of handling large volumes of gas, allowing them to evacuate chambers of different sizes effectively. This is advantageous when impregnating large or complex-shaped components that require a significant amount of impregnating substance.
– Continuous Operation: Roots pumps can operate continuously, maintaining the vacuum conditions required for impregnation throughout the process. This ensures consistent impregnation results and reduces the risk of incomplete impregnation or material defects.
– Compatibility with Impregnating Substances: Roots vacuum pumps are compatible with a wide range of impregnating substances, including resins, oils, solvents, and other liquids. They can handle different chemical compositions and provide a clean and efficient environment for the impregnation process.
4. Considerations for Vacuum Impregnation:
– Material Compatibility: It is essential to consider the compatibility of the porous material with the impregnating substance and the impregnation process itself. Some materials may require pre-treatment or surface preparation before impregnation. The choice of impregnating substance should also align with the material’s properties and intended application.
– Process Parameters: Vacuum impregnation involves controlling various process parameters, such as vacuum level, impregnation time, pressure release, and curing conditions. These parameters may vary depending on the material, impregnating substance, and desired impregnation results. Proper process optimization and control are crucial for achieving consistent and reliable impregnation outcomes.
– System Design: The design of the vacuum impregnation system should consider factors such as chamber size, gas flow rates, vacuum pump capacity, and pressure control mechanisms. Proper system design ensures efficient operation, reliable vacuum conditions, and effective impregnation of the porous material.
In summary, Roots vacuum pumps are well-suited for vacuum impregnation in manufacturing. Their high pumping speed, large volume handling capability, continuous operation, and compatibility with impregnating substances make them effective in creating and maintaining the required vacuum conditions for successful impregnation. By considering material compatibility, process parameters, and system design, Roots vacuum pumps contribute to the efficient and reliable impregnation of porous materials in various manufacturing applications.
What Are the Advantages of Using Roots Vacuum Pumps?
Roots vacuum pumps, also known as Roots blowers or rotary lobe pumps, offer several advantages that make them a popular choice for various industrial applications. Here’s a detailed explanation of the advantages of using Roots vacuum pumps:
1. High Pumping Speed: Roots vacuum pumps are known for their high pumping speed, which refers to the rate at which they can remove gas from a vacuum system. The unique design of synchronized rotating lobes enables these pumps to handle large volumes of gas efficiently. This high pumping speed makes Roots vacuum pumps well-suited for applications that require rapid evacuation or continuous extraction of gases.
2. Large Gas Handling Capacity: Roots vacuum pumps have a large gas handling capacity, allowing them to handle a wide range of gases, including clean air, corrosive gases, and vapors. Their robust construction and ability to handle gas with particulates or liquids make them suitable for applications in industries such as chemical processing, pharmaceuticals, food processing, and wastewater treatment.
3. Oil-Free and Contamination-Free Operation: One of the significant advantages of Roots vacuum pumps is that they operate without the need for lubrication. The non-contacting design of the pump eliminates the risk of oil contamination in the vacuum system. This is particularly important in applications where clean, oil-free vacuum environments are required, such as semiconductor manufacturing, electronics, and research laboratories.
4. Reliable and Low Maintenance: Roots vacuum pumps are known for their reliability and low maintenance requirements. Since there is no lubrication or contact between the lobes, there is minimal wear and tear, reducing the need for frequent maintenance or replacement of parts. This results in reduced downtime and lower operating costs for the users.
5. Noise and Vibration Reduction: Roots vacuum pumps are designed to operate with low noise and vibration levels. The precision engineering and balanced rotation of the lobes help minimize noise generation and vibration transmission. This makes Roots vacuum pumps suitable for applications where noise reduction and vibration control are important, such as in laboratories, medical facilities, and residential areas.
6. Wide Range of Vacuum Levels: While Roots vacuum pumps are not capable of achieving high vacuum levels on their own, they can be combined with other vacuum pumps, such as rotary vane pumps or diffusion pumps, to create hybrid or combination pumping systems. This allows them to cover a wide range of vacuum levels, making them versatile and adaptable to different application requirements.
7. Energy Efficiency: Roots vacuum pumps are designed to be energy-efficient, offering a favorable power-to-pumping speed ratio. Their efficient design and minimal internal losses help reduce energy consumption, resulting in lower operating costs for the users. This makes them an economical choice for continuous or high-throughput processes that require significant vacuum power.
8. Versatility and Compatibility: Roots vacuum pumps are compatible with various gases and can be used in a wide range of industrial applications. They find applications in industries such as chemical processing, pharmaceuticals, food processing, automotive, packaging, and environmental technology. Their versatility and compatibility make them suitable for both rough vacuum applications and as part of complex vacuum systems.
In summary, the advantages of using Roots vacuum pumps include high pumping speed, large gas handling capacity, oil-free and contamination-free operation, reliability, low maintenance requirements, noise and vibration reduction, a wide range of vacuum levels, energy efficiency, versatility, and compatibility. These advantages make Roots vacuum pumps a preferred choice for many industrial processes that require efficient and reliable vacuum generation.


editor by Dream 2024-04-29
China Standard China Best Air Conditioner Use Single Dual Stage Series R32 Vacuum Pump vacuum pump booster
Product Description
Air Conditioner Use Dual Stage Series Vacuum Pump R32
R32 series vacuum pump adopts non-sparking design, suitable for R32, 1234yf refrigerant, and adopts original high-efficiency motor technology. Under the requirement of the same pumping rate, the weight is greatly reduced and it is more convenient to carry.
Features:
*Integral cylinder structure, high precision, high ultimate vacuum, high pumping rate;
*Use filter cotton to filter oil and gas, effectively reduce oil mist, and convenient for maintenance and replacement;
*The exquisite shape of the handle, using soft rubber material, feel more comfortable;
*The square casing and wind cover are used to make the appearance unique.
Single Stage
| Model | Power Supply | Flow Rate (m³/h) | Ultimate Vacuum | Motor Power (W) | Inlet Port | Dimensions (mm) | Oil Capacity (ml) | Weight (kg) |
| SVB-1 | 220V~/50Hz | 3.6 | 2Pa | 150 | 1/4″Flare | 252×104×207 | 210 | 4.5 |
| VB-1 | 220V~/50Hz | 3.6 | 2Pa | 150 | 1/4″Flare | 281×123×230 | 280 | 5.2 |
| VB-1.5 | 220V~/50Hz | 5.4 | 2Pa | 180 | 1/4″Flare | 281×123×230 | 280 | 5.8 |
| VB-2 | 220V~/50Hz | 7.2 | 2Pa | 250 | 1/4″Flare | 305×123×230 | 280 | 7.5 |
| VB-3 | 220V~/50Hz | 10.8 | 2Pa | 370 | 1/4″Flare | 332×129×242 | 450 | 9.3 |
| VB-4 | 220V~/50Hz | 14.4 | 2Pa | 550 | 1/4″ & 3/8″Flare | 338×138×255 | 780 | 14 |
| VB-6 | 220V~/50Hz | 21.6 | 2Pa | 750 | 1/4″ & 3/8″Flare | 338×138×255 | 780 | 14 |
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| After-sales Service: | on Line Service |
|---|---|
| Warranty: | 1 Year |
| Oil or Not: | Oil Free |
| Samples: |
US$ 50/Piece
1 Piece(Min.Order) | Order Sample |
|---|
| Customization: |
Available
|
|
|---|
.shipping-cost-tm .tm-status-off{background: none;padding:0;color: #1470cc}
|
Shipping Cost:
Estimated freight per unit. |
about shipping cost and estimated delivery time. |
|---|
| Payment Method: |
|
|---|---|
|
Initial Payment Full Payment |
| Currency: | US$ |
|---|
| Return&refunds: | You can apply for a refund up to 30 days after receipt of the products. |
|---|

Can Vacuum Pumps Be Used in the Automotive Industry?
Yes, vacuum pumps are widely used in the automotive industry for various applications. Here’s a detailed explanation:
The automotive industry relies on vacuum pumps for several critical functions and systems within vehicles. Vacuum pumps play a crucial role in enhancing performance, improving fuel efficiency, and enabling the operation of various automotive systems. Here are some key applications of vacuum pumps in the automotive industry:
1. Brake Systems: Vacuum pumps are commonly used in vacuum-assisted brake systems, also known as power brakes. These systems utilize vacuum pressure to amplify the force applied by the driver to the brake pedal, making braking more efficient and responsive. Vacuum pumps help generate the required vacuum for power brake assistance, ensuring reliable and consistent braking performance.
2. Emission Control Systems: Vacuum pumps are integral components of emission control systems in vehicles. They assist in operating components such as the Exhaust Gas Recirculation (EGR) valve and the Evaporative Emission Control (EVAP) system. Vacuum pumps help create the necessary vacuum conditions for proper functioning of these systems, reducing harmful emissions and improving overall environmental performance.
3. HVAC Systems: Heating, Ventilation, and Air Conditioning (HVAC) systems in vehicles often utilize vacuum pumps for various functions. Vacuum pumps help control the vacuum-operated actuators that regulate the direction, temperature, and airflow of the HVAC system. They ensure efficient operation and precise control of the vehicle’s interior climate control system.
4. Turbocharger and Supercharger Systems: In performance-oriented vehicles, turbocharger and supercharger systems are used to increase engine power and efficiency. Vacuum pumps play a role in these systems by providing vacuum pressure for actuating wastegates, blow-off valves, and other control mechanisms. These components help regulate the boost pressure and ensure optimal performance of the forced induction system.
5. Fuel Delivery Systems: Vacuum pumps are employed in certain types of fuel delivery systems, such as mechanical fuel pumps. These pumps utilize vacuum pressure to draw fuel from the fuel tank and deliver it to the engine. While mechanical fuel pumps are less commonly used in modern vehicles, vacuum pumps are still found in some specialized applications.
6. Engine Management Systems: Vacuum pumps are utilized in engine management systems for various functions. They assist in operating components such as vacuum-operated actuators, vacuum reservoirs, and vacuum sensors. These components play a role in engine performance, emissions control, and overall system functionality.
7. Fluid Control Systems: Vacuum pumps are used in fluid control systems within vehicles, such as power steering systems. Vacuum-assisted power steering systems utilize vacuum pressure to assist the driver in steering, reducing the effort required. Vacuum pumps provide the necessary vacuum for power steering assistance, enhancing maneuverability and driver comfort.
8. Diagnostic and Testing Equipment: Vacuum pumps are also utilized in automotive diagnostic and testing equipment. These pumps create vacuum conditions necessary for testing and diagnosing various vehicle systems, such as intake manifold leaks, brake system integrity, and vacuum-operated components.
It’s important to note that different types of vacuum pumps may be used depending on the specific automotive application. Common vacuum pump technologies in the automotive industry include diaphragm pumps, rotary vane pumps, and electric vacuum pumps.
In summary, vacuum pumps have numerous applications in the automotive industry, ranging from brake systems and emission control to HVAC systems and engine management. They contribute to improved safety, fuel efficiency, environmental performance, and overall vehicle functionality.

What Is the Difference Between Dry and Wet Vacuum Pumps?
Dry and wet vacuum pumps are two distinct types of pumps that differ in their operating principles and applications. Here’s a detailed explanation of the differences between them:
Dry Vacuum Pumps:
Dry vacuum pumps operate without the use of any lubricating fluid or sealing water in the pumping chamber. They rely on non-contact mechanisms to create a vacuum. Some common types of dry vacuum pumps include:
1. Rotary Vane Pumps: Rotary vane pumps consist of a rotor with vanes that slide in and out of slots in the rotor. The rotation of the rotor creates chambers that expand and contract, allowing the gas to be pumped. The vanes and the housing are designed to create a seal, preventing gas from flowing back into the pump. Rotary vane pumps are commonly used in laboratories, medical applications, and industrial processes where a medium vacuum level is required.
2. Dry Screw Pumps: Dry screw pumps use two or more intermeshing screws to compress and transport gas. As the screws rotate, the gas is trapped between the threads and transported from the suction side to the discharge side. Dry screw pumps are known for their high pumping speeds, low noise levels, and ability to handle various gases. They are used in applications such as semiconductor manufacturing, chemical processing, and vacuum distillation.
3. Claw Pumps: Claw pumps use two rotors with claw-shaped lobes that rotate in opposite directions. The rotation creates a series of expanding and contracting chambers, enabling gas capture and pumping. Claw pumps are known for their oil-free operation, high pumping speeds, and suitability for handling dry and clean gases. They are commonly used in applications such as automotive manufacturing, food packaging, and environmental technology.
Wet Vacuum Pumps:
Wet vacuum pumps, also known as liquid ring pumps, operate by using a liquid, typically water, to create a seal and generate a vacuum. The liquid ring serves as both the sealing medium and the working fluid. Wet vacuum pumps are commonly used in applications where a higher level of vacuum is required or when handling corrosive gases. Some key features of wet vacuum pumps include:
1. Liquid Ring Pumps: Liquid ring pumps feature an impeller with blades that rotate eccentrically within a cylindrical casing. As the impeller rotates, the liquid forms a ring against the casing due to centrifugal force. The liquid ring creates a seal, and as the impeller spins, the volume of the gas chamber decreases, leading to the compression and discharge of gas. Liquid ring pumps are known for their ability to handle wet and corrosive gases, making them suitable for applications such as chemical processing, oil refining, and wastewater treatment.
2. Water Jet Pumps: Water jet pumps utilize a jet of high-velocity water to create a vacuum. The water jet entrains gases, and the mixture is then separated in a venturi section, where the water is recirculated, and the gases are discharged. Water jet pumps are commonly used in laboratories and applications where a moderate vacuum level is required.
The main differences between dry and wet vacuum pumps can be summarized as follows:
1. Operating Principle: Dry vacuum pumps operate without the need for any sealing fluid, while wet vacuum pumps utilize a liquid ring or water as a sealing and working medium.
2. Lubrication: Dry vacuum pumps do not require lubrication since there is no contact between moving parts, whereas wet vacuum pumps require the presence of a liquid for sealing and lubrication.
3. Applications: Dry vacuum pumps are suitable for applications where a medium vacuum level is required, and oil-free operation is desired. They are commonly used in laboratories, medical settings, and various industrial processes. Wet vacuum pumps, on the other hand, are used when a higher vacuum level is needed or when handling corrosive gases. They find applications in chemical processing, oil refining, and wastewater treatment, among others.
It’s important to note that the selection of a vacuum pump depends on specific requirements such as desired vacuum level, gas compatibility, operating conditions, and the nature of the application.
In summary, the primary distinction between dry and wet vacuum pumps lies in their operating principles, lubrication requirements, and applications. Dry vacuum pumps operate without any lubricating fluid, while wet vacuum pumps rely on a liquid ring or water for sealing and lubrication. The choice between dry and wet vacuum pumps depends on the specific needs of the application and the desired vacuum level.

How Do You Choose the Right Size Vacuum Pump for a Specific Application?
Choosing the right size vacuum pump for a specific application involves considering several factors to ensure optimal performance and efficiency. Here’s a detailed explanation:
1. Required Vacuum Level: The first consideration is the desired vacuum level for your application. Different applications have varying vacuum level requirements, ranging from low vacuum to high vacuum or even ultra-high vacuum. Determine the specific vacuum level needed, such as microns of mercury (mmHg) or pascals (Pa), and choose a vacuum pump capable of achieving and maintaining that level.
2. Pumping Speed: The pumping speed, also known as the displacement or flow rate, is the volume of gas a vacuum pump can remove from a system per unit of time. It is typically expressed in liters per second (L/s) or cubic feet per minute (CFM). Consider the required pumping speed for your application, which depends on factors such as the volume of the system, the gas load, and the desired evacuation time.
3. Gas Load and Composition: The type and composition of the gas or vapor being pumped play a significant role in selecting the right vacuum pump. Different pumps have varying capabilities and compatibilities with specific gases. Some pumps may be suitable for pumping only non-reactive gases, while others can handle corrosive gases or vapors. Consider the gas load and its potential impact on the pump’s performance and materials of construction.
4. Backing Pump Requirements: In some applications, a vacuum pump may require a backing pump to reach and maintain the desired vacuum level. A backing pump provides a rough vacuum, which is then further processed by the primary vacuum pump. Consider whether your application requires a backing pump and ensure compatibility and proper sizing between the primary pump and the backing pump.
5. System Leakage: Evaluate the potential leakage in your system. If your system has significant leakage, you may need a vacuum pump with a higher pumping speed to compensate for the continuous influx of gas. Additionally, consider the impact of leakage on the required vacuum level and the pump’s ability to maintain it.
6. Power Requirements and Operating Cost: Consider the power requirements of the vacuum pump and ensure that your facility can provide the necessary electrical supply. Additionally, assess the operating cost, including energy consumption and maintenance requirements, to choose a pump that aligns with your budget and operational considerations.
7. Size and Space Constraints: Take into account the physical size of the vacuum pump and whether it can fit within the available space in your facility. Consider factors such as pump dimensions, weight, and the need for any additional accessories or support equipment.
8. Manufacturer’s Recommendations and Expert Advice: Consult the manufacturer’s specifications, guidelines, and recommendations for selecting the right pump for your specific application. Additionally, seek expert advice from vacuum pump specialists or engineers who can provide insights based on their experience and knowledge.
By considering these factors and evaluating the specific requirements of your application, you can select the right size vacuum pump that meets the desired vacuum level, pumping speed, gas compatibility, and other essential criteria. Choosing the appropriate vacuum pump ensures efficient operation, optimal performance, and longevity for your application.
editor by CX 2024-04-13
China supplier Electric Vacuum Pump High CZPT CZPT Dual Stage Mini Rotary Vane Air AC Vacuum Pump vacuum pump booster
Product Description
Q: I want to know more details, what to do?
A: Please send us an inquiry with your email address if you seldom use Made-in-China, or just press the button chatting online, We are here for you.
Q: If I want a sample, Can I get it?
A: Of course, most of our products can require a sample, if you need one, pls don’t hesitate to tell us.
Q: I want my logo on the products, What do I want to do?
A: You can get your logo in the products, which will be the smallest quantity to you, and if you feel okay pls send us your design, we can check for you if this logo is free in the arrangement.
Q: What other products do you have?
A: We do all HVAC&R parts, such as capacitors, compressors, service tools, brackets, copper tubes, split valves, fittings, etc…if you are interested, you can have a look at our website.
Q: Which transportation way can I use?
A: Dear, you can choose as you like, considering what you think is more important, as time or cost. /* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| After-sales Service: | Standard |
|---|---|
| Warranty: | 1 Year |
| Oil or Not: | Oil |
| Samples: |
US$ 300/Piece
1 Piece(Min.Order) | Order Sample |
|---|
| Customization: |
Available
|
|
|---|
.shipping-cost-tm .tm-status-off{background: none;padding:0;color: #1470cc}
|
Shipping Cost:
Estimated freight per unit. |
about shipping cost and estimated delivery time. |
|---|
| Payment Method: |
|
|---|---|
|
Initial Payment Full Payment |
| Currency: | US$ |
|---|
| Return&refunds: | You can apply for a refund up to 30 days after receipt of the products. |
|---|

How to install a vacuum pump
A vacuum pump creates a relative vacuum within a sealed volume by drawing gas molecules from the sealed volume. Vacuum pumps can be used in a variety of industrial applications. They also offer various lubrication options. If you are considering purchasing, please understand its functions and features before purchasing.
How it works
The working principle of a vacuum pump is called gas transfer. The principle can be further divided into two basic categories: positive displacement and momentum transfer. At high pressure and moderate vacuum, gas molecules collide and move and create a viscous flow. At higher vacuum levels, gas molecules separate to create molecular or transitional flows.
Another principle of vacuum pumps is fluid-tightness. There are two main types of seals: rotary seals and screw seals. Rotary seals prevent liquid leakage, while screw seals only allow liquids to flow out at higher pressures. Some pumps may not use the third seal.
The flow rate of the vacuum pump determines the machine’s ability to pump a certain amount of material. A higher pumping speed will shorten the drain time. Therefore, the mass flow of the vacuum pump must be carefully considered. The speed and type of vacuum must also be considered.
The working principle of a vacuum pump is to push gas molecules from a high-pressure state to a low-pressure state. This creates a partial vacuum. There are many different types of vacuum pumps, each with different functions. Some are mechanical, some are chemical. In either case, their function is the same: to create a partial or complete vacuum. Vacuum pumps use a variety of technologies and are sized according to the application. Proper sizing is critical for optimum efficiency.
Gas transfer pumps use the same principles as vacuum pumps but use different technology. One of the earliest examples is the Archimedes spiral. Its structure consists of a single screw inside a hollow cylinder. More modern designs use double or triple screws. The rotation of the screw causes gas molecules to be trapped in the cavity between the screw and the housing. The fluid is then discharged at slightly above atmospheric pressure. This difference is called the compression ratio.
Another type of vacuum pump is a diffusion pump. Its main use is industrial vacuum processing. It is used in applications such as mass spectrometry, nanotechnology and analytical instrumentation. These pumps are generally inexpensive to purchase and operate.
Apply
Vacuum pumps are essential for many scientific and industrial processes. They are used in the production of vacuum tubes, CRTs, lamps and semiconductor processing. They can also be used to support mechanical equipment. For example, they can be mounted on the engine of a motor vehicle. Likewise, they can be used to power hydraulic components of aircraft. Among other uses, the vacuum pump helps calibrate the gyroscope.
Vacuum pumps are widely used in the pharmaceutical industry and are one of the largest users of this technology. They help deal with hazardous materials and eliminate waste quickly. They are also used in power jets, dump fuel tanks and rear doors, among others. However, they are sensitive to contamination and should only be used in environments where leaks can be prevented. Therefore, choosing the right fluid for the application is very important.
The most popular type of vacuum pump is the rotary vane pump. These pumps are known for their high pumping speed and low pressure. Their efficient pumping capacity allows them to reach pressures below 10-6 bar. Additionally, they are usually oil-sealed and have excellent vacuuming capabilities.
Vacuum pumps are often used to remove air from closed systems. They create a vacuum by reducing the density of the air in the compressed space. This is done by using the mechanical force energy generated by the rotating shaft. When the pump is under pressure, it converts this energy into pneumatic power. When the pressure is different, the energy produced depends on the volume of the gas and the pressure difference between the inner and outer atmospheres.
Vacuum pumps are also used in the manufacture of solar cells. They are used in the manufacture of solar cells, including ingot casting processes as well as cell and module processes. The design of the vacuum system plays an important role in reducing the cost of the process, thus making it profitable. Due to their low maintenance costs, they are an invaluable tool for making solar cells.
Vacuum pumps are widely used in many applications. In addition to industrial and research uses, they are also used in water remediation. 
Oil Lubrication Option
Vacuum pumps are available in a variety of oil lubrication options. Choosing the right lubricant can help protect your vacuum pump and maximize its performance. Different base oils may contain different additives, such as antioxidants, and some contain additional additives for specific purposes. You should choose an oil with the right concentration of these additives for optimal lubrication of your vacuum pump.
Vacuum pumps are usually lubricated with paraffinic mineral oil. However, this type of lubricant evaporates as the temperature increases. To minimize evaporative losses, choose a lubricant with low vapor pressure. Also, you should choose lubricants that are resistant to extreme temperatures. Extreme temperatures can put extra stress on the oil and can even significantly shorten the life of the oil.
In terms of viscosity, synthetic oils are the best choice for vacuum pumps. These types of oils are designed to resist gas dissolution and are more resistant to corrosion. Therefore, synthetic oils are ideal for handling aggressive substances. Whether or not your pump needs lubrication, choosing a quality product is important.
The vacuum pump oil should be changed periodically according to the manufacturer’s recommendations. If you use a filter, you should also change the oil as soon as the filter reaches the end of its life. Unplanned oil changes will eventually cause the vacuum pump to not reach its maximum vacuum capacity.
You can buy vacuum pump oil from vacuum pump manufacturers or other suppliers. These options are available in a variety of sizes, and labels can be customized. The oil should be designed for the pump. However, you should check the manufacturer’s recommendations to avoid buying the wrong type.
If you choose to use a synthetic oil, it is important to use a good quality oil. It helps the pump work more efficiently and prolong its life. 
Install
After choosing a suitable location, the next step is to install the pump. First, place the pump on a flat surface. Then, screw the pump onto the motor body above the check valve. Make sure the accessories are wrapped with sealing tape and secured with screws. The direction of gas inflow and outflow is indicated by arrows on the pump. The direction of rotation around the pump is also shown.
During commissioning, check the operation of each part of the pump. If the pump is equipped with a pipe connection, the pipe should be the same size and shape as the pump flange. Also, make sure that the piping does not cause any pressure drop. In addition, the first three weeks of operation require the installation of protective nets at the suction ports.
When selecting a pump, consider the back pressure of the system. Too much back pressure will affect the capacity of the vacuum pump. Also, check the temperature of the seal. If the temperature is too high, the seal may be damaged. It could also be due to a partially closed valve in the recirculation line or a clogged filter. Circulation pumps and heat exchangers should also be checked for fouling.
The vacuum pump is usually installed in the chassis area of the car. They can be mounted next to the engine or on a lower support frame. They are usually fastened to the bracket using suitable shock absorbers and isolating elements. However, before installing the vacuum pump, be sure to check the vacuum pump’s wiring harness before connecting it to the vehicle.
In many experimental setups, a vacuum pump is essential. However, improperly installed vacuum pumps can expose users to harmful vapors and chemicals. Appropriate plugs and belt guards should be installed to prevent any accidental chemical exposure. It is also important to install a fume hood for the pump.
In most cases, vacuum pumps come with installation manuals and instructions. Some manufacturers even offer start-up assistance if needed.
editor by CX 2024-04-10
China wholesaler Electric Vacuum Pump 2vp1100 High CHINAMFG CHINAMFG Dual Stage Mini Rotary Vane Air AC Vacuum Pump vacuum pump brakes
Product Description
Q: I want to know more details, what to do?
A: Please send us an inquiry with your email address if you seldom use Made-in-China, or just press the button chatting online, We are here for you.
Q: If I want a sample, Can I get it?
A: Of course, most of our products can require a sample, if you need one, pls don’t hesitate to tell us.
Q: I want my logo on the products, What do I want to do?
A: You can get your logo in the products, which will be the smallest quantity to you, and if you feel okay pls send us your design, we can check for you if this logo is free in the arrangement.
Q: What other products do you have?
A: We do all HVAC&R parts, such as capacitors, compressors, service tools, brackets, copper tubes, split valves, fittings, etc…if you are interested, you can have a look at our website.
Q: Which transportation way can I use?
A: Dear, you can choose as you like, considering what you think is more important, as time or cost. /* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| After-sales Service: | Standard |
|---|---|
| Warranty: | 1 Year |
| Oil or Not: | Oil |
| Samples: |
US$ 300/Piece
1 Piece(Min.Order) | Order Sample |
|---|
| Customization: |
Available
|
|
|---|
.shipping-cost-tm .tm-status-off{background: none;padding:0;color: #1470cc}
|
Shipping Cost:
Estimated freight per unit. |
about shipping cost and estimated delivery time. |
|---|
| Payment Method: |
|
|---|---|
|
Initial Payment Full Payment |
| Currency: | US$ |
|---|
| Return&refunds: | You can apply for a refund up to 30 days after receipt of the products. |
|---|

What Are the Advantages of Using Oil-Sealed Vacuum Pumps?
Oil-sealed vacuum pumps offer several advantages in various applications. Here’s a detailed explanation:
1. High Vacuum Performance: Oil-sealed vacuum pumps are known for their ability to achieve high levels of vacuum. They can create and maintain deep vacuum levels, making them suitable for applications that require a low-pressure environment. The use of oil as a sealing and lubricating medium helps in achieving efficient vacuum performance.
2. Wide Operating Range: Oil-sealed vacuum pumps have a wide operating range, allowing them to handle a broad spectrum of vacuum levels. They can operate effectively in both low-pressure and high-vacuum conditions, making them versatile for different applications across various industries.
3. Efficient and Reliable Operation: These pumps are known for their reliability and consistent performance. The oil-sealed design provides effective sealing, preventing air leakage and maintaining a stable vacuum level. They are designed to operate continuously for extended periods without significant performance degradation, making them suitable for continuous industrial processes.
4. Contamination Handling: Oil-sealed vacuum pumps are effective in handling certain types of contaminants that may be present in the process gases or air being evacuated. The oil acts as a barrier, trapping and absorbing certain particulates, moisture, and chemical vapors, preventing them from reaching the pump mechanism. This helps protect the pump internals from potential damage and contributes to the longevity of the pump.
5. Thermal Stability: The presence of oil in these pumps helps in dissipating heat generated during operation, contributing to their thermal stability. The oil absorbs and carries away heat, preventing excessive temperature rise within the pump. This thermal stability allows for consistent performance even during prolonged operation and helps protect the pump from overheating.
6. Noise Reduction: Oil-sealed vacuum pumps generally operate at lower noise levels compared to other types of vacuum pumps. The oil acts as a noise-damping medium, reducing the noise generated by the moving parts and the interaction of gases within the pump. This makes them suitable for applications where noise reduction is desired, such as laboratory environments or noise-sensitive industrial settings.
7. Versatility: Oil-sealed vacuum pumps are versatile and can handle a wide range of gases and vapors. They can effectively handle both condensable and non-condensable gases, making them suitable for diverse applications in industries such as chemical processing, pharmaceuticals, food processing, and research laboratories.
8. Cost-Effective: Oil-sealed vacuum pumps are often considered cost-effective options for many applications. They generally have a lower initial cost compared to some other types of high-vacuum pumps. Additionally, the maintenance and operating costs are relatively lower, making them an economical choice for industries that require reliable vacuum performance.
9. Simplicity and Ease of Maintenance: Oil-sealed vacuum pumps are relatively simple in design and easy to maintain. Routine maintenance typically involves monitoring oil levels, changing the oil periodically, and inspecting and replacing worn-out parts as necessary. The simplicity of maintenance procedures contributes to the overall cost-effectiveness and ease of operation.
10. Compatibility with Other Equipment: Oil-sealed vacuum pumps are compatible with various process equipment and systems. They can be easily integrated into existing setups or used in conjunction with other vacuum-related equipment, such as vacuum chambers, distillation systems, or industrial process equipment.
These advantages make oil-sealed vacuum pumps a popular choice in many industries where reliable, high-performance vacuum systems are required. However, it’s important to consider specific application requirements and consult with experts to determine the most suitable type of vacuum pump for a particular use case.
Can Vacuum Pumps Be Used in the Production of Solar Panels?
Yes, vacuum pumps are extensively used in the production of solar panels. Here’s a detailed explanation:
Solar panels, also known as photovoltaic (PV) panels, are devices that convert sunlight into electricity. The manufacturing process of solar panels involves several critical steps, many of which require the use of vacuum pumps. Vacuum technology plays a crucial role in ensuring the efficiency, reliability, and quality of solar panel production. Here are some key areas where vacuum pumps are utilized:
1. Silicon Ingot Production: The first step in solar panel manufacturing is the production of silicon ingots. These ingots are cylindrical blocks of pure crystalline silicon that serve as the raw material for solar cells. Vacuum pumps are used in the Czochralski process, which involves melting polycrystalline silicon in a quartz crucible and then slowly pulling a single crystal ingot from the molten silicon. Vacuum pumps create a controlled environment by removing impurities and preventing contamination during the crystal growth process.
2. Wafering: After the silicon ingots are produced, they undergo wafering, where the ingots are sliced into thin wafers. Vacuum pumps are used in wire saws to create a low-pressure environment that helps to cool and lubricate the cutting wire. The vacuum also assists in removing the silicon debris generated during the slicing process, ensuring clean and precise cuts.
3. Solar Cell Production: Vacuum pumps play a significant role in various stages of solar cell production. Solar cells are the individual units within a solar panel that convert sunlight into electricity. Vacuum pumps are used in the following processes:
– Diffusion: In the diffusion process, dopants such as phosphorus or boron are introduced into the silicon wafer to create the desired electrical properties. Vacuum pumps are utilized in the diffusion furnace to create a controlled atmosphere for the diffusion process and remove any impurities or gases that may affect the quality of the solar cell.
– Deposition: Thin films of materials such as anti-reflective coatings, passivation layers, and electrode materials are deposited onto the silicon wafer. Vacuum pumps are used in various deposition techniques like physical vapor deposition (PVD) or chemical vapor deposition (CVD) to create the necessary vacuum conditions for precise and uniform film deposition.
– Etching: Etching processes are employed to create the desired surface textures on the solar cell, which enhance light trapping and improve efficiency. Vacuum pumps are used in plasma etching or wet etching techniques to remove unwanted material or create specific surface structures on the solar cell.
4. Encapsulation: After the solar cells are produced, they are encapsulated to protect them from environmental factors such as moisture and mechanical stress. Vacuum pumps are used in the encapsulation process to create a vacuum environment, ensuring the removal of air and moisture from the encapsulation materials. This helps to achieve proper bonding and prevents the formation of bubbles or voids, which could degrade the performance and longevity of the solar panel.
5. Testing and Quality Control: Vacuum pumps are also utilized in testing and quality control processes during solar panel production. For example, vacuum systems can be used for leak testing to ensure the integrity of the encapsulation and to detect any potential defects or leaks in the panel assembly. Vacuum-based measurement techniques may also be employed for assessing the electrical characteristics and efficiency of the solar cells or panels.
In summary, vacuum pumps are integral to the production of solar panels. They are used in various stages of the manufacturing process, including silicon ingot production, wafering, solar cell production (diffusion, deposition, and etching), encapsulation, and testing. Vacuum technology enables precise control, contamination prevention, and efficient processing, contributing to the production of high-quality and reliable solar panels.
How Do You Choose the Right Size Vacuum Pump for a Specific Application?
Choosing the right size vacuum pump for a specific application involves considering several factors to ensure optimal performance and efficiency. Here’s a detailed explanation:
1. Required Vacuum Level: The first consideration is the desired vacuum level for your application. Different applications have varying vacuum level requirements, ranging from low vacuum to high vacuum or even ultra-high vacuum. Determine the specific vacuum level needed, such as microns of mercury (mmHg) or pascals (Pa), and choose a vacuum pump capable of achieving and maintaining that level.
2. Pumping Speed: The pumping speed, also known as the displacement or flow rate, is the volume of gas a vacuum pump can remove from a system per unit of time. It is typically expressed in liters per second (L/s) or cubic feet per minute (CFM). Consider the required pumping speed for your application, which depends on factors such as the volume of the system, the gas load, and the desired evacuation time.
3. Gas Load and Composition: The type and composition of the gas or vapor being pumped play a significant role in selecting the right vacuum pump. Different pumps have varying capabilities and compatibilities with specific gases. Some pumps may be suitable for pumping only non-reactive gases, while others can handle corrosive gases or vapors. Consider the gas load and its potential impact on the pump’s performance and materials of construction.
4. Backing Pump Requirements: In some applications, a vacuum pump may require a backing pump to reach and maintain the desired vacuum level. A backing pump provides a rough vacuum, which is then further processed by the primary vacuum pump. Consider whether your application requires a backing pump and ensure compatibility and proper sizing between the primary pump and the backing pump.
5. System Leakage: Evaluate the potential leakage in your system. If your system has significant leakage, you may need a vacuum pump with a higher pumping speed to compensate for the continuous influx of gas. Additionally, consider the impact of leakage on the required vacuum level and the pump’s ability to maintain it.
6. Power Requirements and Operating Cost: Consider the power requirements of the vacuum pump and ensure that your facility can provide the necessary electrical supply. Additionally, assess the operating cost, including energy consumption and maintenance requirements, to choose a pump that aligns with your budget and operational considerations.
7. Size and Space Constraints: Take into account the physical size of the vacuum pump and whether it can fit within the available space in your facility. Consider factors such as pump dimensions, weight, and the need for any additional accessories or support equipment.
8. Manufacturer’s Recommendations and Expert Advice: Consult the manufacturer’s specifications, guidelines, and recommendations for selecting the right pump for your specific application. Additionally, seek expert advice from vacuum pump specialists or engineers who can provide insights based on their experience and knowledge.
By considering these factors and evaluating the specific requirements of your application, you can select the right size vacuum pump that meets the desired vacuum level, pumping speed, gas compatibility, and other essential criteria. Choosing the appropriate vacuum pump ensures efficient operation, optimal performance, and longevity for your application.
editor by CX 2024-04-09
China manufacturer Wholesale High Performance Vacuum Pump CZPT and Dual Stage for Air Conditioning vacuum pump adapter
Product Description
Single stage
| Model | Flow Rate | Ultimate Vacuum | Power | Inlet Port | Oil Capacity | Dimensions | Weight | ||||
| 50Hz | 60Hz | (mm) | (kg) | ||||||||
| VP115 | 1.5CFM | 42L/min | 1.8CFM | 50L/min | 5Pa | 150micron | 1/4HP | 1/4″Flare | 320ml | 270×119×216 | 5.3 |
| VP125 | 2.5CFM | 70L/min | 3CFM | 84L/min | 5Pa | 150micron | 1/4HP | 1/4″Flare | 300ml | 270×119×216 | 5.5 |
| VP135 | 3.5CFM | 100L/min | 4CFM | 114L/min | 5Pa | 150micron | 1/3HP | 1/4″Flare | 350ml | 278×119×216 | 6.5 |
| VP145 | 4.5CFM | 128L/mi | 5CFM | 142L/min | 5Pa | 150micron | 1/3HP | 1/4″Flare | 350ml | 278×119×216 | 6.8 |
| VP160 | 6CFM | 170L/min | 7CFM | 198L/min | 5Pa | 150micron | 1/2HP | 1/4″ & 3/8″Flare | 450ml | 320×134×232 | 10 |
| VP180 | 8CFM | 226L/min | 9CFM | 254L/min | 5Pa | 150micron | 3/4HP | 1/4″ & 3/8″Flare | 700ml | 370×140×250 | 14 |
| VP1100 | 10CFM | 283L/min | 12CFM | 340L/min | 5Pa | 150micron | 1HP | 1/4″ & 3/8″Flare | 800ml | 390×140×250 | 14.5 |
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| After-sales Service: | on Line Service |
|---|---|
| Warranty: | 1 Year, 1 Year |
| Max.Head: | >150m |
| Samples: |
US$ 86/Piece
1 Piece(Min.Order) | Order Sample |
|---|
| Customization: |
Available
|
|
|---|
.shipping-cost-tm .tm-status-off{background: none;padding:0;color: #1470cc}
|
Shipping Cost:
Estimated freight per unit. |
about shipping cost and estimated delivery time. |
|---|
| Payment Method: |
|
|---|---|
|
Initial Payment Full Payment |
| Currency: | US$ |
|---|
| Return&refunds: | You can apply for a refund up to 30 days after receipt of the products. |
|---|

Disadvantages of using a vacuum pump
A vacuum pump is a device that pulls gas molecules out of a volume and leaves a partial vacuum. Its main function is to create a relative vacuum within a given volume. There are several types of vacuum pumps. Some of them are better suited for specific purposes than others. However, there are some disadvantages to using a vacuum pump.
Application of vacuum pump
Vacuum pumps are invaluable tools in many industrial and scientific processes. They are often used to move gas and other harmful substances and to clear clogged drains. They are also used to support mechanical equipment. For example, they can be mounted on the engine of a motor vehicle or the power hydraulic component of an aircraft. No matter how they are used, they should fit the application.
The principle of a vacuum pump is to draw gas from a sealed chamber to create a partial vacuum. Over the years, vacuum pump technology has evolved from its original beginnings to its current form. Today, there are many types of vacuum pumps, including rotary vane pumps, momentum transfer pumps, and regeneration pumps.
The semiconductor industry is a major user of vacuum pumps. Among other applications, these pumps are commonly used for mounting circuit boards, securing components, blowing and jetting, and pumping. The use of renewable resources has paved the way for widespread semiconductor production, where vacuum pumps are crucial. This manufacturing shift is expected to boost vacuum pump sales across Europe. 
The most common types of vacuum pumps are positive displacement and rotary vane pumps. Positive displacement pumps are most effective for rough vacuum applications and are usually paired with momentum transfer pumps. These pumps are used in pharmaceutical, food and medical processes. They are also used in diesel engines, hydraulic brakes and sewage systems.
Positive displacement pumps are used to create low vacuum conditions and create a partial vacuum. These pumps create lower air pressure by enlarging the chamber and allowing gas to flow into the chamber. The air in the cavity is then vented to the atmosphere. Alternatively, momentum transfer pumps, also known as molecular pumps, use high-speed rotating blades to create dense fluids. 
Their drawbacks
Vacuum pumps are useful in industrial applications. However, they are not perfect and have some drawbacks. One of them is that their output is limited by the vacuum hose. Vacuum hoses are the bottleneck for vacuum pump performance and evacuation rates. The hose must be kept free of water and organic matter to ensure the highest possible vacuum.
Dry vacuum pumps do not have these problems. They may be more cost-effective but will increase maintenance costs. Water consumption is another disadvantage. When pond water is used, the pump puts additional pressure on the treatment facility. Additionally, contaminants from the gas can become trapped in the water, shortening the life of the pump.
Another disadvantage of vacuum pumps is their limited operating time at low vacuum. Therefore, they are only suitable for extremely high vacuum levels. Diaphragm pumps are another option for industrial applications. They have a sealed fluid chamber that allows a moderate vacuum. They also feature short strokes and a low compression ratio, making them quieter than their reciprocating counterparts.
Vacuum pumps are used in many industrial and scientific processes. They can be used to transport hazardous materials or clear clogged drains. They are also used in rear doors and dump tanks. Certain types of vacuum pumps can cause fluid blockages, which can be harmful. The vacuum pump should also be well suited to the fluid in it to avoid contamination.
Another disadvantage is the lack of proper vacuum system testing equipment. Mechanics often underestimate the importance of a properly functioning vacuum system. Most stores lack the equipment needed for proper troubleshooting. Typically, mechanics rely on the cockpit vacuum gauge to determine if the pump is working properly.
Some vacuum pumps are capable of providing constant vacuum. These pumps are also capable of eliminating odors and spills. However, these advantages are outweighed by some disadvantages of vacuum pumps.
editor by CX 2024-04-02
China wholesaler China Factory Design Best Quality High Pressure Low Noise Dual Stage Vacuum Pump with Good quality
Product Description
With Automatic high speed flow and compensation function under the setting pressure.Comparing with fixed displacement vane pump,it has lower consumption and heat radiation;
Stable and noiseless in operation,especially suitable for machine tool and accord to requirements of housed activities.
It contains mechanical pressure adjustment;For an arbitrary choice
Specifications:
1.CE certificate
2.LVD certificate
3.For air conditionin
4.Small,light,nicelooking.
Used for:
The vacuum pump is mainly applied in many fields, such as refrigeration maintain, printing machine, medical equipment, vacuum packing, gas analyze and thermoplastic molding ect.
Exact indication of internal system pressure on the vacuum gauge. The vacuum gauge can equip on all models of vacuum pump.
Technical parameters:
| Item NO. | VP215(2VP-0.5) | VP225(2VP-1) | VP235(2VP-1.5) | VP245(2VP-2) | VP260(2VP-3) | VP280(2VP-4) | VP2100(2VP-5) | |
| Flow Rate | 50Hz | 1.5CFM | 2.5CFM | 3.5CFM | 4.5CFM | 6CFM | 8CFM | 10CFM |
| 42 L/min | 70 L/min | 100 L/min | 128 L/min | 170 L/min | 226 L/min | 283 L/min | ||
| 60Hz | 1.8CFM | 3CFM | 4CFM | 5CFM | 7CFM | 9CFM | 12CFM | |
| 50 L/min | 84 L/min | 114 L/min | 142 L/min | 198 L/min | 254 L/min | 340 L/min | ||
| Ultimate vacuum | 3×10-1Pa | 3×10-1Pa | 3×10-1Pa | 3×10-1Pa | 3×10-1Pa | 3×10-1Pa | 3×10-1Pa | |
| 20 microns | 20 microns | 20 microns | 20 microns | 20 microns | 20 microns | 20 microns | ||
| Power | 1/4HP | 1/3HP | 1/3HP | 1/2HP | 3/4HP | 1HP | 1HP | |
| Inlet Port | 1/4″Flare | 1/4″Flare | 1/4″&3/8″Flare | 1/4″&3/8″Flare | 1/4″&3/8″Flare | 1/4″&3/8″Flare | 1/4″&3/8″Flare | |
| Oil Capacity | 180ml | 280ml | 350ml | 340ml | 600ml | 600ml | 700ml | |
| Dimensions(mm) | 260x122x220 | 270x122x220 | 320x134x232 | 320x134x232 | 370x140x250 | 370x140x250 | 390x140x250 | |
| Weight | 6kg | 7kg | 10.5kg | 11kg | 15kg | 15.5kg | 16kg | |
Pump oil:
All plugs reference of vacuum pump:
Package:
FAQ
Q. What are the payment terms?
A. 30% deposit CHINAMFG confirmation of order and 70% balance TT before shipment.
Q. Can the air compressor be customized according to preference?
A. We welcome all request and customization.
Q. Do the factory offer OEM products?
A. Yes we can do OEM if our clients authorized us the copyrights.
Q. Are spare parts readily available?
Spare parts are prepared . We stock all spare parts and will courier in urgent cases. Parts are readily available and affordable.
Related product:
Advanced One-Stop Purchasing Service-In Air-conditioning And Refrigeration Industry
Main product
Copper Tube — Aluminum Tube Coil
Brass Pipe — Steel Sheet
Fan Motor — Compressor– Condenser Unit
Valves Gauge– Hand tools –Vacuum Pump– PE Tape
Contact:
Aimee Chen
HangZhou Andwin Refrigeration Equipment Co.,Ltd
Add:No.91 Xihu (West Lake) Dis. Road, New District, HangZhou, ZheJiang , China.
| Oil or Not: | Oil |
|---|---|
| Structure: | Rotary Vacuum Pump |
| Exhauster Method: | Positive Displacement Pump |
| Vacuum Degree: | Vacuum |
| Work Function: | Maintain the Pump |
| Working Conditions: | Dry |
| Samples: |
US$ 100/Piece
1 Piece(Min.Order) | |
|---|
| Customization: |
Available
|
|
|---|

Can Vacuum Pumps Be Used in the Aerospace Sector?
Vacuum pumps indeed have various applications in the aerospace sector. Here’s a detailed explanation:
Vacuum pumps play a crucial role in several areas of the aerospace industry, supporting various processes and systems. Some of the key applications of vacuum pumps in the aerospace sector include:
1. Space Simulation Chambers: Vacuum pumps are used in space simulation chambers to replicate the low-pressure conditions experienced in outer space. These chambers are utilized for testing and validating the performance and functionality of aerospace components and systems under simulated space conditions. Vacuum pumps create and maintain the necessary vacuum environment within these chambers, allowing engineers and scientists to evaluate the behavior and response of aerospace equipment in space-like conditions.
2. Propellant Management: In space propulsion systems, vacuum pumps are employed for propellant management. They help in the transfer, circulation, and pressurization of propellants, such as liquid rocket fuels or cryogenic fluids, in both launch vehicles and spacecraft. Vacuum pumps assist in creating the required pressure differentials for propellant flow and control, ensuring efficient and reliable operation of propulsion systems.
3. Environmental Control Systems: Vacuum pumps are utilized in the environmental control systems of aircraft and spacecraft. These systems are responsible for maintaining the desired atmospheric conditions, including temperature, humidity, and cabin pressure, to ensure the comfort, safety, and well-being of crew members and passengers. Vacuum pumps are used to regulate and control the cabin pressure, facilitating the circulation of fresh air and maintaining the desired air quality within the aircraft or spacecraft.
4. Satellite Technology: Vacuum pumps find numerous applications in satellite technology. They are used in the fabrication and testing of satellite components, such as sensors, detectors, and electronic devices. Vacuum pumps help create the necessary vacuum conditions for thin film deposition, surface treatment, and testing processes, ensuring the performance and reliability of satellite equipment. Additionally, vacuum pumps are employed in satellite propulsion systems to manage propellants and provide thrust for orbital maneuvers.
5. Avionics and Instrumentation: Vacuum pumps are involved in the production and testing of avionics and instrumentation systems used in aerospace applications. They facilitate processes such as thin film deposition, vacuum encapsulation, and vacuum drying, ensuring the integrity and functionality of electronic components and circuitry. Vacuum pumps are also utilized in vacuum leak testing, where they help create a vacuum environment to detect and locate any leaks in aerospace systems and components.
6. High Altitude Testing: Vacuum pumps are used in high altitude testing facilities to simulate the low-pressure conditions encountered at high altitudes. These testing facilities are employed for evaluating the performance and functionality of aerospace equipment, such as engines, materials, and structures, under simulated high altitude conditions. Vacuum pumps create and control the required low-pressure environment, allowing engineers and researchers to assess the behavior and response of aerospace systems in high altitude scenarios.
7. Rocket Engine Testing: Vacuum pumps are crucial in rocket engine testing facilities. They are utilized to evacuate and maintain the vacuum conditions in engine test chambers or nozzles during rocket engine testing. By creating a vacuum environment, these pumps simulate the conditions experienced by rocket engines in the vacuum of space, enabling accurate testing and evaluation of engine performance, thrust levels, and efficiency.
It’s important to note that aerospace applications often require specialized vacuum pumps capable of meeting stringent requirements, such as high reliability, low outgassing, compatibility with propellants or cryogenic fluids, and resistance to extreme temperatures and pressures.
In summary, vacuum pumps are extensively used in the aerospace sector for a wide range of applications, including space simulation chambers, propellant management, environmental control systems, satellite technology, avionics and instrumentation, high altitude testing, and rocket engine testing. They contribute to the development, testing, and operation of aerospace equipment, ensuring optimal performance, reliability, and safety.

How Do Vacuum Pumps Contribute to Energy Savings?
Vacuum pumps play a significant role in energy savings in various industries and applications. Here’s a detailed explanation:
Vacuum pumps contribute to energy savings through several mechanisms and efficiencies. Some of the key ways in which vacuum pumps help conserve energy are:
1. Improved Process Efficiency: Vacuum pumps are often used to remove gases and create low-pressure or vacuum conditions in industrial processes. By reducing the pressure, vacuum pumps enable the removal of unwanted gases or vapors, improving the efficiency of the process. For example, in distillation or evaporation processes, vacuum pumps help lower the boiling points of liquids, allowing them to evaporate or distill at lower temperatures. This results in energy savings as less heat is required to achieve the desired separation or concentration.
2. Reduced Energy Consumption: Vacuum pumps are designed to operate efficiently and consume less energy compared to other types of equipment that perform similar functions. Modern vacuum pump designs incorporate advanced technologies, such as variable speed drives, energy-efficient motors, and optimized control systems. These features allow vacuum pumps to adjust their operation based on demand, reducing energy consumption during periods of lower process requirements. By consuming less energy, vacuum pumps contribute to overall energy savings in industrial operations.
3. Leak Detection and Reduction: Vacuum pumps are often used in leak detection processes to identify and locate leaks in systems or equipment. By creating a vacuum or low-pressure environment, vacuum pumps can assess the integrity of a system and identify any sources of leakage. Detecting and repairing leaks promptly helps prevent energy wastage associated with the loss of pressurized fluids or gases. By addressing leaks, vacuum pumps assist in reducing energy losses and improving the overall energy efficiency of the system.
4. Energy Recovery Systems: In some applications, vacuum pumps can be integrated into energy recovery systems. For instance, in certain manufacturing processes, the exhaust gases from vacuum pumps may contain heat or have the potential for energy recovery. By utilizing heat exchangers or other heat recovery systems, the thermal energy from the exhaust gases can be captured and reused to preheat incoming fluids or provide heat to other parts of the process. This energy recovery approach further enhances the overall energy efficiency by utilizing waste heat that would otherwise be lost.
5. System Optimization and Control: Vacuum pumps are often integrated into centralized vacuum systems that serve multiple processes or equipment. These systems allow for better control, monitoring, and optimization of the vacuum generation and distribution. By centralizing the vacuum production and employing intelligent control strategies, energy consumption can be optimized based on the specific process requirements. This ensures that vacuum pumps operate at the most efficient levels, resulting in energy savings.
6. Maintenance and Service: Proper maintenance and regular servicing of vacuum pumps are essential for their optimal performance and energy efficiency. Routine maintenance includes tasks such as cleaning, lubrication, and inspection of pump components. Well-maintained pumps operate more efficiently, reducing energy consumption. Additionally, prompt repair of any faulty parts or addressing performance issues helps maintain the pump’s efficiency and prevents energy waste.
In summary, vacuum pumps contribute to energy savings through improved process efficiency, reduced energy consumption, leak detection and reduction, integration with energy recovery systems, system optimization and control, as well as proper maintenance and service. By utilizing vacuum pumps efficiently and effectively, industries can minimize energy waste, optimize energy usage, and achieve significant energy savings in various applications and processes.

How Are Vacuum Pumps Different from Air Compressors?
Vacuum pumps and air compressors are both mechanical devices used to manipulate air and gas, but they serve opposite purposes. Here’s a detailed explanation of their differences:
1. Function:
– Vacuum Pumps: Vacuum pumps are designed to remove or reduce the pressure within a closed system, creating a vacuum or low-pressure environment. They extract air or gas from a chamber, creating suction or negative pressure.
– Air Compressors: Air compressors, on the other hand, are used to increase the pressure of air or gas. They take in ambient air or gas and compress it, resulting in higher pressure and a compacted volume of air or gas.
2. Pressure Range:
– Vacuum Pumps: Vacuum pumps are capable of generating pressures below atmospheric pressure or absolute zero pressure. The pressure range typically extends into the negative range, expressed in units such as torr or pascal.
– Air Compressors: Air compressors, on the contrary, operate in the positive pressure range. They increase the pressure above atmospheric pressure, typically measured in units like pounds per square inch (psi) or bar.
3. Applications:
– Vacuum Pumps: Vacuum pumps have various applications where the creation of a vacuum or low-pressure environment is required. They are used in processes such as vacuum distillation, vacuum drying, vacuum packaging, and vacuum filtration. They are also essential in scientific research, semiconductor manufacturing, medical suction devices, and many other industries.
– Air Compressors: Air compressors find applications where compressed air or gas at high pressure is needed. They are used in pneumatic tools, manufacturing processes, air conditioning systems, power generation, and inflating tires. Compressed air is versatile and can be employed in numerous industrial and commercial applications.
4. Design and Mechanism:
– Vacuum Pumps: Vacuum pumps are designed to create a vacuum by removing air or gas from a closed system. They may use mechanisms such as positive displacement, entrapment, or momentum transfer to achieve the desired vacuum level. Examples of vacuum pump types include rotary vane pumps, diaphragm pumps, and diffusion pumps.
– Air Compressors: Air compressors are engineered to compress air or gas, increasing its pressure and decreasing its volume. They use mechanisms like reciprocating pistons, rotary screws, or centrifugal force to compress the air or gas. Common types of air compressors include reciprocating compressors, rotary screw compressors, and centrifugal compressors.
5. Direction of Air/Gas Flow:
– Vacuum Pumps: Vacuum pumps draw air or gas into the pump and then expel it from the system, creating a vacuum within the chamber or system being evacuated.
– Air Compressors: Air compressors take in ambient air or gas and compress it, increasing its pressure and storing it in a tank or delivering it directly to the desired application.
While vacuum pumps and air compressors have different functions and operate under distinct pressure ranges, they are both vital in various industries and applications. Vacuum pumps create and maintain a vacuum or low-pressure environment, while air compressors compress air or gas to higher pressures for different uses and processes.
editor by CX 2023-11-23
China best Dual Stage Roots Backing Unit Water Ring Vacuum Pump vacuum pump ac system
Product Description
|
Model |
2BV2060 |
2BV2061 |
2BV2070 |
2BV2071 |
2BV5110 |
2BV5111 |
2BV5121 |
2BV5131 |
2BV5161 |
|
Pumping speed(m³/min) |
27 |
52 |
80 |
110 |
165 |
230 |
280 |
400 |
500 |
|
Ultimate pressure(Pa) |
3300 |
3300 |
3300 |
3300 |
3300 |
3300 |
3300 |
3300 |
3300 |
|
flow of supiying water(L/min) |
2 |
2 |
2.5 |
4.2 |
6.7 |
8.3 |
10 |
15 |
20 |
|
Connections of inlet(outlet) |
1″ |
1″ |
1(1/2)” |
1(1/2)” |
50 |
50 |
65 |
65 |
80 |
|
Pumping size(mm) |
455X186X250 |
476X186X250 |
545X223X270 |
566X223X300 |
637X340X361 |
672X340X371 |
771X382X385 |
852X382X427 |
1044X450X521 |
|
Noise level dB(A) |
62 |
65 |
66 |
72 |
63 |
68 |
69 |
73 |
74 |
|
Weight (with oil filling) (kg) |
31 |
35 |
56 |
65 |
103 |
117 |
149 |
205 |
331 |
|
Motor Power(Kw) |
1.1 |
1.5 |
3 |
4 |
4 |
5.5 |
7.5 |
11 |
15 |
|
Motor Voltage/motor base frequency(V/Hz) |
380/50 |
380/50 |
380/50 |
380/50 |
380/50 |
380/50 |
380/50 |
380/50 |
380/50 |
|
Nominal Motor speed(rpm) |
2840 |
2840 |
2860 |
2880 |
1430 |
1440 |
1440 |
1450 |
970 |
|
Nominal Motor current(A) |
2.6 |
3.4 |
6.2 |
8.1 |
8.8 |
11.5 |
15.4 |
22.3 |
30.1 |
|
Type of protection(IP) |
IP55 |
IP55 |
IP55 |
IP55 |
IP55 |
IP55 |
IP55 |
IP55 |
IP55 |
1.Q: Are you a factory or trading company?
A: We are a factory and we have professional team of workers,Designers and inspectors.
2.Q:Do you accept custom?
A:Of course.We have professional teams who make your designs,photos,imagines and OEM orders into real production.
3.Q:What’s your advantages?
A: Quick response to your enquiry,
High quality control,
Reasonable price,
Timely delivery,
Excellent after-sales service,
OEM/ODM are welcome
4.Q:What’s your shipping terms?
A:If you need to ship by air,we can use DHL,UPS,FedEx,TNT or EMS.If you need to ship by sea,we have many good forwarders to work with,they can provide the best price for you.
| After-sales Service: | Online Support |
|---|---|
| Warranty: | 1 Year |
| Oil or Not: | Oil |
| Structure: | Vacuum Pump |
| Exhauster Method: | Entrapment Vacuum Pump |
| Vacuum Degree: | Vacuum |
| Customization: |
Available
|
|
|---|

What Are the Differences Between Dry and Wet Roots Vacuum Pumps?
Dry and wet Roots vacuum pumps are two different types of pumps with distinct operating principles and characteristics. Here’s a detailed explanation of their differences:
1. Operating Principle:
– Dry Roots Vacuum Pump: A dry Roots vacuum pump operates without the use of any lubricating fluid or sealing liquid. It consists of two or more intermeshing lobed rotors that rotate in opposite directions, creating a series of expanding and contracting chambers. As the rotors rotate, gas is trapped in the chambers and carried from the inlet to the outlet, resulting in the generation of a vacuum.
– Wet Roots Vacuum Pump: A wet Roots vacuum pump, also known as a liquid ring pump, uses a liquid, typically water or another compatible liquid, as a sealing and working fluid. The liquid forms a rotating ring inside the pump, creating a seal between the lobes of the rotors. As the rotors turn, the liquid ring traps and carries the gas from the inlet to the outlet, creating a vacuum.
2. Lubrication and Sealing:
– Dry Roots Vacuum Pump: Dry Roots pumps do not require lubrication or sealing fluid. The absence of liquids eliminates the need for maintenance associated with fluid handling, such as oil changes or water management. Dry pumps are often preferred in applications where contamination from lubricants or sealing fluids is a concern, such as in semiconductor manufacturing or pharmaceutical industries.
– Wet Roots Vacuum Pump: Wet Roots pumps rely on a liquid seal for operation, requiring a continuous supply of sealing liquid, typically water. The liquid serves as both a sealant and a coolant for the pump. However, it also necessitates careful management of the liquid, including water supply, disposal, and potential contamination risks. Wet pumps are commonly used in applications where the presence of the sealing liquid is not a concern or can be easily managed.
3. Operation Efficiency:
– Dry Roots Vacuum Pump: Dry pumps are known for their high operational efficiency. They can achieve high pumping speeds and create substantial vacuum levels. Dry pumps are particularly suitable for processes that require quick pump-down times or applications where a deep vacuum is necessary.
– Wet Roots Vacuum Pump: Wet pumps typically have lower pumping speeds compared to dry pumps. While they can achieve moderate vacuum levels, they are not as effective in creating deep vacuums. Wet pumps are often used in processes where the pumping speed requirements are not as demanding, or in applications where the presence of the sealing liquid can provide benefits, such as in handling condensable gases or preventing contamination.
4. Application Suitability:
– Dry Roots Vacuum Pump: Dry pumps are commonly used in a wide range of applications, including semiconductor manufacturing, analytical instruments, vacuum packaging, and industrial processes. Their ability to handle different gases and their high operational efficiency make them suitable for various industries and processes.
– Wet Roots Vacuum Pump: Wet pumps find application in processes where the presence of a sealing liquid is advantageous. They are often used in applications involving the handling of water vapor, condensable gases, or corrosive gases. Wet pumps are utilized in industries such as chemical processing, pharmaceuticals, food processing, and environmental applications.
5. Maintenance and Care:
– Dry Roots Vacuum Pump: Dry pumps generally require less maintenance compared to wet pumps. They do not rely on sealing liquid, reducing the need for fluid changes, disposal, or monitoring of liquid levels. Dry pumps may require periodic maintenance, such as cleaning, inspection, and rotor lubrication, but the maintenance requirements are typically less frequent and less involved.
– Wet Roots Vacuum Pump: Wet pumps require regular maintenance due to the presence of the sealing liquid. Maintenance tasks include monitoring and replenishing the liquid, managing the water supply, and ensuring proper disposal of the used liquid. The sealing liquid may also require filtration or treatment to remove contaminants or prevent scaling or corrosion.
In summary, dry and wet Roots vacuum pumps differ in their operating principles, lubrication and sealing methods, operation efficiency, application suitability, and maintenance requirements. Dry pumps operate without lubrication or sealing fluid, offer high efficiency and are suitable for a wide range of applications. Wet pumps rely on a liquid seal, have lower pumping speeds, are used in applications where the liquid presence is advantageous, and require regular maintenance and care.

Are Roots Vacuum Pumps Used in Industrial Applications?
Yes, Roots vacuum pumps are widely used in various industrial applications. Here’s a detailed explanation of their application in industrial settings:
1. Chemical Processing: Roots vacuum pumps find extensive use in the chemical processing industry. They are employed for processes such as vacuum distillation, solvent recovery, drying, and degassing. Their high pumping speed and ability to handle corrosive gases make them suitable for handling various chemical vapors and byproducts.
2. Pharmaceuticals: In the pharmaceutical industry, Roots vacuum pumps are utilized for applications such as vacuum drying, tablet coating, freeze drying, and vacuum packaging. Their oil-free operation ensures a clean and contaminant-free vacuum environment, which is crucial for pharmaceutical manufacturing processes.
3. Food Processing: Roots vacuum pumps play a significant role in the food processing industry. They are employed for vacuum packaging, vacuum cooling, and vacuum drying of food products. The oil-free operation of Roots vacuum pumps ensures food safety and eliminates the risk of contamination.
4. Environmental Technology: Roots vacuum pumps are utilized in environmental technology applications, including wastewater treatment, biogas processing, and air pollution control. They are employed to extract gases, control emissions, and facilitate the treatment and purification of air and water.
5. Semiconductor Manufacturing: In the semiconductor industry, Roots vacuum pumps are used for processes such as ion implantation, physical vapor deposition (PVD), chemical vapor deposition (CVD), and etching. Their high pumping speed and oil-free operation are crucial for maintaining clean vacuum conditions required in semiconductor fabrication.
6. Packaging and Printing: Roots vacuum pumps are employed in packaging and printing applications. They are used for vacuum packaging of products, vacuum forming of packaging materials, and in printing presses for paper handling and ink transfer.
7. Automotive Industry: Roots vacuum pumps find application in the automotive industry for processes such as brake system vacuum assist, crankcase ventilation, and emissions control systems. They help create vacuum conditions required for the operation of various automotive systems.
8. Research and Laboratory: Roots vacuum pumps are utilized in research laboratories and scientific facilities for a wide range of applications. They are used in vacuum ovens, freeze dryers, vacuum filtration, electron microscopy, surface analysis, and other laboratory processes that require controlled vacuum environments.
9. Energy Industry: In the energy sector, Roots vacuum pumps are used for applications such as steam turbine condenser air extraction, transformer drying, and vacuum impregnation of electrical components. They help maintain proper vacuum conditions for efficient and reliable operation of energy systems.
These are just a few examples of the industrial applications where Roots vacuum pumps are commonly used. Their high pumping speed, large gas handling capacity, oil-free operation, reliability, and versatility make them suitable for a wide range of industrial processes that require efficient and reliable vacuum generation.
editor by CX 2023-10-27
China VP115 VP125 VP215 VP225 Buy High HVAC Single Stage Dual Stage Price Mini Rotary Vane Air AC Vacuum Pump vacuum pump oil
Warranty: 2 several years
Personalized assistance: OEM, ODM
Product Amount: all product
Application: CZPT OEM, air exhaust of refrigeration equipt
Horsepower: 1/4HP-1HP
Energy Resource: Electric
Stress: —
Structure: Multistage Pump
Cable Length: 1.5m
Outlet Measurement: 1/four
Voltage: 220V/110V~50Hz/60Hz
Electricity: 1/4HP-1HP
Merchandise name: Vacuum pump
Motor: 1 116-4667 AYP 539102610 relays and other refrigeration equipment. Steady high quality, exceptional logistics and caring support are our benefits. Custom-made merchandise and OEM services are all available.
Exihibition
Basic knowledge of vacuum pump
A vacuum pump is used to create a relative vacuum within a sealed volume. These pumps take gas molecules out of the sealed volume and expel them, leaving a partial vacuum. They can be used in a variety of applications, including medicine and laboratory research. This article will cover the basics of vacuum pumps, including how they operate and the materials they use. You will also learn about typical applications and fees. 
How it works
A vacuum pump is a pump that removes air from a specific space. These pumps are divided into three types according to their function. Positive displacement pumps are used in the low vacuum range and high vacuum pumps are used in the ultra-high vacuum range. The performance of a vacuum pump depends on the quality of the vacuum it produces.
A vacuum pump creates a partial vacuum above the surrounding atmospheric pressure. The speed of the pump is proportional to the pressure difference between the ambient atmosphere and the base pressure of the pump. Choose a base pressure for a specific process, not the lowest possible pressure in the system.
A scroll pump is also a type of vacuum pump. This type of pump consists of two scrolls, the inner scroll running around the gas volume. It then compresses the gas in a spiral fashion until it reaches the maximum pressure at its center. The inner and outer scrolls are separated by a polymer tip seal that provides an axial seal between them. Its pumping speed ranges from 5.0 to 46 m3/h.
Another type of vacuum pump is the screw pump, which uses two rotating screws in one chamber. The screw in the screw pump is a left-handed screw, and the other is a right-handed screw. The two screws do not touch each other when engaged, preventing contamination of the medium. They also feature high pumping speeds, low operating costs and low maintenance requirements.
The vacuum pump consists of several parts such as rotor and base. These components create an area of low pressure. Gas and water molecules rush into this low pressure area, where they are sucked into the pump. The pump also rotates, preventing fluid leakage to the low pressure side.
The main function of a vacuum pump is to remove gas particles from an enclosed space. It does this by changing gas molecules between high and low pressure states. A vacuum pump can also generate a partial vacuum. There are several types of vacuum pumps, each designed to perform a specific function, so it is important to choose the right type for your application.
Vacuum Pump Materials
There are two main materials used in vacuum pumps: metal and polyethylene. Metal is more durable, while polyethylene is cheaper and more flexible. However, these materials are not suitable for high pressure and may cause damage. Therefore, if you want to design a high-pressure pump, it is best to use metal materials.
Vacuum pumps are required in a variety of industrial environments and manufacturing processes. The most common vacuum pump is a positive displacement vacuum pump, which transports a gas load from the inlet to the outlet. The main disadvantage of this pump is that it can only generate a partial vacuum; higher vacuums must be achieved through other techniques.
Materials used in vacuum pumps vary from high to rough vacuum pumps. Low pressure ranges are typically below 1 x 10-3 mbar, but high vacuum pumps are used for extreme vacuum. They also differ in manufacturing tolerances, seals used, materials used and operating conditions.
The choice of vacuum pump material depends on the process. The vacuum range and ultimate pressure of the system must be carefully analyzed to find the right material for the job. Depending on the purpose of the pump, a variety of materials can be used, from ceramic to plastic substrates. When choosing a vacuum pump material, be sure to consider its durability and corrosion resistance.
Dry and wet vacuum pumps use oil to lubricate internal parts. This prevents wear of the pump due to corrosion. These types of pumps are also recommended for continuous use and are ideal for applications where the gas is acidic or corrosive. Therefore, they are widely used in the chemical and food industries. They are also used in rotary evaporation and volatile compound processing.
Positive displacement pumps are the most common type. They work by letting gas flow into a cavity and venting it into the atmosphere. Additionally, momentum transfer pumps, also known as molecular pumps, use high-velocity jets of high-density fluids to transport air and gases. These pumps are also used for medical purposes. 
Typical application
Vacuum pumps are used to remove large amounts of air and water from the process. They are used in various industries to improve performance. For example, liquid ring vacuum pumps are used in packaging production to produce plastic sheets in the desired shape and size. Large-capacity suction pumps are used in the chemical industry to improve the surface properties of materials and speed up filtration.
There are two basic principles of vacuum pumps: entrapment and gas transfer. Positive displacement pumps are suitable for low to medium vacuums, while momentum transfer and retention pumps are suitable for high vacuums. Typically, high vacuum systems use two or more pumps working in series.
There are three main categories of vacuum pumps: primary, booster, and secondary. Their working pressure ranges from a few millimeters above atmospheric pressure. They also have several different technologies, including positive displacement, gas transfer, and gas capture. These pumps transport gas molecules through momentum exchange. Typically, they release gas molecules at roughly the same rate as they entered. When the process is complete, the gas molecules are slightly above atmospheric pressure. The discharge pressure is equal to the lowest pressure achieved, which is the compression ratio.
Vacuum pumps are widely used in all walks of life. They can be found in almost every industrial sector, including food processing. For example, they are used to make sausages and food products. In addition, they are used in landfill and digester compressors. They can also be used to build solar panels.
Oil lubricated vacuum pumps are currently the most energy-efficient vacuum pumps. These pumps are suitable for a variety of industrial applications including freeze drying and process engineering. These pumps use oil as a sealant and coolant, which makes them ideal for a variety of applications. These pumps are also very sensitive to vibration.
Another type of vacuum pump is a turbomolecular pump. These pumps have multiple stages and angled vanes. Unlike mechanical pumps, turbomolecular pumps sweep out larger areas at higher pumping speeds. In addition, they can generate ultra-high oil-free vacuums. Additionally, they have no moving parts, which makes them ideal for high vacuum pressures. 
Vacuum Pump Cost
Annual maintenance costs for vacuum pumps range from $242 to $337. The energy consumption of the vacuum pump is also a consideration, as it consumes electricity throughout its operating cycle. For example, an electric motor for a 1 hp pump uses 0.55 kW/hr, which equates to 2,200 kWh of energy per year.
Energy cost is the largest part of the total cost of a vacuum pump. They are usually four to five times higher than the initial purchase price. Therefore, choosing a more energy efficient system can reduce the total cost of ownership and extend the payback period. For many clients, this can be millions of dollars.
A vacuum pump works by compressing gas as it enters a chamber. This pushes the gas molecules towards the exhaust. The exhaust gas is then vented to the atmosphere. A special spring-loaded vane seals the pump’s chamber, creating an airtight seal. Specially formulated oils are also used to lubricate, cool and seal rotors.
Vacuum pumps are not cheap, but they have many advantages over water suction. One of the main advantages of vacuum pumps is their flexibility and reliability. This is an industry-proven solution that has been around for years. However, the initial cost of a vacuum pump is higher than that of a water aspirator.
If the vacuum pump fails unexpectedly, replacement costs can be high. Proper maintenance can extend the life of your system and prevent unplanned downtime. However, no one can predict when a pump will fail, and if a pump does fail, the cost can far exceed the cost of buying a new pump. Therefore, investing in preventive maintenance is a wise investment.
There are many types of vacuum pumps, not all of which are suitable for the same type of application. Make sure to choose a pump with the power required for the job. It should also be able to handle a variety of samples.
editor by czh 2023-02-16
China Portable Refrigerant Charging Station With 5-Valve Manifold Gauge and Dual Stage Vacuum Pump for Car Air Condition Repair vacuum pump engine
Issue: New
Relevant Industries: Resorts, Machinery Fix Stores, Property Use, Retail, AGV NEMA34 24v 48v 24v 500w 750w 800w brushless dc planetary gearbox photo voltaic tracker magnet electrical motor Other
Bodyweight (KG): eighteen
Showroom Location: None
Movie outgoing-inspection: Provided
Equipment Check Report: Supplied
Warranty of core factors: 1 12 months
Main Factors: Motor, Pump
Variety: COMPRESSOR
Guarantee: 1 Year
Product identify: Refrigerant Charging Station
Software: Refrigeration Areas
Motor: one hundred% Copper Wire
Electrical power source: one hundred-240V/fifty-60Hz
Diameter: 68mm/80mm
Refrigerant: CFC, HCFC, HFC
Shade: OEM
Horse Size: 60 inch
Feature: Rear wheels on Frame for Simplicity of Mobility
Function: vacuum
Packaging Information: The device is composed of:- 4-Valve manifold gauge- 2CFM Vacuum Pump- Charging scale- Swift coupler – All necessary charging hoses(36 inches or sixty inches)
Port: HangZhou/ZheJiang
Moveable refrigerant charging station with manifold gaugeThis charging station mix all the essential resources required to complete a total system evacuation and subsequent charging in a single, industrial planetary cheese steam gasoline heating jacketed kettle compact, mobile unit. Every station contains a services manifold, a vacuum pump,a refrigerant scale and charging hoses with ball valves. The light-weight tubular steel frame incorporates rear wheels for straightforward transport to and from the work web site with integrated storage areas for all elements.Developed for area service restore of all appliances billed with R134A or R410A refrigerant developed for garages or routine maintenance stations.
| Manifold Valve | 5-valve aluminum manifold with sight glass | 2-way manifold with sight glass4-way manifold with sight glass |
| Vacuum Gauge | 80mm diameter | no vacuum gauge |
| Refrigerants | R12/R22/R502 R22/R134A/R404A/R407R410A/R22/R407R410A | Other refrigerants blend is avaliable on ask for |
How to install a vacuum pump
A vacuum pump creates a relative vacuum within a sealed volume by drawing gas molecules from the sealed volume. Vacuum pumps can be used in a variety of industrial applications. They also offer various lubrication options. If you are considering purchasing, please understand its functions and features before purchasing.
How it works
The working principle of a vacuum pump is called gas transfer. The principle can be further divided into two basic categories: positive displacement and momentum transfer. At high pressure and moderate vacuum, gas molecules collide and move and create a viscous flow. At higher vacuum levels, gas molecules separate to create molecular or transitional flows.
Another principle of vacuum pumps is fluid-tightness. There are two main types of seals: rotary seals and screw seals. Rotary seals prevent liquid leakage, while screw seals only allow liquids to flow out at higher pressures. Some pumps may not use the third seal.
The flow rate of the vacuum pump determines the machine’s ability to pump a certain amount of material. A higher pumping speed will shorten the drain time. Therefore, the mass flow of the vacuum pump must be carefully considered. The speed and type of vacuum must also be considered.
The working principle of a vacuum pump is to push gas molecules from a high-pressure state to a low-pressure state. This creates a partial vacuum. There are many different types of vacuum pumps, each with different functions. Some are mechanical, some are chemical. In either case, their function is the same: to create a partial or complete vacuum. Vacuum pumps use a variety of technologies and are sized according to the application. Proper sizing is critical for optimum efficiency.
Gas transfer pumps use the same principles as vacuum pumps but use different technology. One of the earliest examples is the Archimedes spiral. Its structure consists of a single screw inside a hollow cylinder. More modern designs use double or triple screws. The rotation of the screw causes gas molecules to be trapped in the cavity between the screw and the housing. The fluid is then discharged at slightly above atmospheric pressure. This difference is called the compression ratio.
Another type of vacuum pump is a diffusion pump. Its main use is industrial vacuum processing. It is used in applications such as mass spectrometry, nanotechnology and analytical instrumentation. These pumps are generally inexpensive to purchase and operate.
Apply
Vacuum pumps are essential for many scientific and industrial processes. They are used in the production of vacuum tubes, CRTs, lamps and semiconductor processing. They can also be used to support mechanical equipment. For example, they can be mounted on the engine of a motor vehicle. Likewise, they can be used to power hydraulic components of aircraft. Among other uses, the vacuum pump helps calibrate the gyroscope.
Vacuum pumps are widely used in the pharmaceutical industry and are one of the largest users of this technology. They help deal with hazardous materials and eliminate waste quickly. They are also used in power jets, dump fuel tanks and rear doors, among others. However, they are sensitive to contamination and should only be used in environments where leaks can be prevented. Therefore, choosing the right fluid for the application is very important.
The most popular type of vacuum pump is the rotary vane pump. These pumps are known for their high pumping speed and low pressure. Their efficient pumping capacity allows them to reach pressures below 10-6 bar. Additionally, they are usually oil-sealed and have excellent vacuuming capabilities.
Vacuum pumps are often used to remove air from closed systems. They create a vacuum by reducing the density of the air in the compressed space. This is done by using the mechanical force energy generated by the rotating shaft. When the pump is under pressure, it converts this energy into pneumatic power. When the pressure is different, the energy produced depends on the volume of the gas and the pressure difference between the inner and outer atmospheres.
Vacuum pumps are also used in the manufacture of solar cells. They are used in the manufacture of solar cells, including ingot casting processes as well as cell and module processes. The design of the vacuum system plays an important role in reducing the cost of the process, thus making it profitable. Due to their low maintenance costs, they are an invaluable tool for making solar cells.
Vacuum pumps are widely used in many applications. In addition to industrial and research uses, they are also used in water remediation.
Oil Lubrication Option
Vacuum pumps are available in a variety of oil lubrication options. Choosing the right lubricant can help protect your vacuum pump and maximize its performance. Different base oils may contain different additives, such as antioxidants, and some contain additional additives for specific purposes. You should choose an oil with the right concentration of these additives for optimal lubrication of your vacuum pump.
Vacuum pumps are usually lubricated with paraffinic mineral oil. However, this type of lubricant evaporates as the temperature increases. To minimize evaporative losses, choose a lubricant with low vapor pressure. Also, you should choose lubricants that are resistant to extreme temperatures. Extreme temperatures can put extra stress on the oil and can even significantly shorten the life of the oil.
In terms of viscosity, synthetic oils are the best choice for vacuum pumps. These types of oils are designed to resist gas dissolution and are more resistant to corrosion. Therefore, synthetic oils are ideal for handling aggressive substances. Whether or not your pump needs lubrication, choosing a quality product is important.
The vacuum pump oil should be changed periodically according to the manufacturer’s recommendations. If you use a filter, you should also change the oil as soon as the filter reaches the end of its life. Unplanned oil changes will eventually cause the vacuum pump to not reach its maximum vacuum capacity.
You can buy vacuum pump oil from vacuum pump manufacturers or other suppliers. These options are available in a variety of sizes, and labels can be customized. The oil should be designed for the pump. However, you should check the manufacturer’s recommendations to avoid buying the wrong type.
If you choose to use a synthetic oil, it is important to use a good quality oil. It helps the pump work more efficiently and prolong its life.
Install
After choosing a suitable location, the next step is to install the pump. First, place the pump on a flat surface. Then, screw the pump onto the motor body above the check valve. Make sure the accessories are wrapped with sealing tape and secured with screws. The direction of gas inflow and outflow is indicated by arrows on the pump. The direction of rotation around the pump is also shown.
During commissioning, check the operation of each part of the pump. If the pump is equipped with a pipe connection, the pipe should be the same size and shape as the pump flange. Also, make sure that the piping does not cause any pressure drop. In addition, the first three weeks of operation require the installation of protective nets at the suction ports.
When selecting a pump, consider the back pressure of the system. Too much back pressure will affect the capacity of the vacuum pump. Also, check the temperature of the seal. If the temperature is too high, the seal may be damaged. It could also be due to a partially closed valve in the recirculation line or a clogged filter. Circulation pumps and heat exchangers should also be checked for fouling.
The vacuum pump is usually installed in the chassis area of the car. They can be mounted next to the engine or on a lower support frame. They are usually fastened to the bracket using suitable shock absorbers and isolating elements. However, before installing the vacuum pump, be sure to check the vacuum pump’s wiring harness before connecting it to the vehicle.
In many experimental setups, a vacuum pump is essential. However, improperly installed vacuum pumps can expose users to harmful vapors and chemicals. Appropriate plugs and belt guards should be installed to prevent any accidental chemical exposure. It is also important to install a fume hood for the pump.
In most cases, vacuum pumps come with installation manuals and instructions. Some manufacturers even offer start-up assistance if needed.
editor by czh 2023-02-15
China Lithium Battery Charging Dual Stage Brushless Mini Vacuum Pump vacuum pump design
Item Description
Lithium Battery charging Twin phase Brushless Mini Vacuum Pump
Attributes and use:
1.Rotary vacuum pump is the immediate kind mini vacuum pump
2. Specifically made for lower temperature atmosphere, guarantee in the winter season environmental temperature underneath the issue of minimal typical starting up.
three. Optimization design and style, the vacuum degree growing, increased performance, suitable for vacuum cooling, automobile repairs, medical machinery, vacuum packaging,
Fuel examination, printing equipment and so on all kinds of vacuum suction.
Scope of application:
Extensively utilised in vacuum packaging, drying, distillation, concentration, loading and unloading, and entice, vacuum forming, and other fields.
Item Data
| Model | Dtailed technical specifications | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| TY-01 | Rated voltage 220 v ~ / 50 hz The extraction rate of 3.6 m3 / h Extreme pressure 2 pa Motor power 150 w Amount to 3 China, HangZhou, ZHangZhoug, China. ONEREEL is specialized in the style and manufacture Steel Spools, Plastic Spools, Cable roller, Yarn Bobbin, aluminum spool , Cable Reel Stand, Sheave Pulley, Cable Conveyor, Hydraulic Puller Tensioner, Gin Poles, Cable Pulling Winch, Safety Instruments, Wire Grip, Plastic Areas, and Pump in the market because 1991. All of our client spool and wire provider are engineered and made in our 120,000 square foot point out-of-the-artwork production plant located in HangZhou, ZHangZhoug.
Scorching Product
Our Client
Packaging & Transportation
Authoritative Certificate
FAQ Q1: Can I get samples?
###
###
###
###
###
###
###
###
What Are Vacuum Pumps?Vacuum pumps use air flow as the source of energy. The system is ideal for dewatering wet media, creating filter cakes, and pneumatically moving materials through a pipe. A vacuum pump works through air flow that is moved by differential pressure. The pump’s air flow develops a vacuum in a chamber that is called the vacuum box. As the air flow collects gas at a faster rate than atmospheric pressure, it is considered the “heart” of a vacuum system. Principles of operationVacuum pumps work by reducing the volume of air that moves through them. Depending on the design, there are several different types of vacuum pumps. All of these types operate under the same principles, but have their own special features. Here are some of their most important characteristics. In addition to their capacity, the main differences between these pumps are their manufacturing tolerances, materials of construction, and level of tolerance for chemicals, oil vapor, and vibration. DesignA vacuum pump is a mechanical device used to generate a vacuum. It can create a low or high vacuum. These pumps are used in the process of oil regeneration and re-refining. The design of a vacuum pump must be compatible with the vacuum. The pump’s mass and speed should be matched. PerformanceThe performance of a vacuum pump is an important indicator of its overall condition. It helps determine whether the system is performing optimally and how high the ultimate vacuum level can be achieved. A performance log should be maintained to document variations in pump operating hours and voltage as well as the temperature of the pump’s cooling water and oil. The log should also record any problems with the pump. Atmospheric pressureVacuum pumps work by sucking liquids or air into a container. The amount of vacuum a pump can create is measured in pressure units called atms (atmospheric pressure). The pressure of a vacuum pump is equal to the difference between atmospheric pressure and the pressure in the system. Typical applicationVacuum pumps are used in a variety of applications. They generate low and high pressures and are used to evaporate water or gases from various materials. They are also used in petroleum regeneration and re-refining processes. Typical applications of vacuum pumps include: a.
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

