Product Description
OEM ODM Serivce Electric Two Stage Entrapment Liquid Water Ring Vacuum Pump
Product Description
Product Parameters
|
Model |
2BV2060 |
2BV2061 |
2BV2070 |
2BV2071 |
2BV5110 |
2BV5111 |
2BV5121 |
2BV5131 |
2BV5161 |
|
Pumping speed(m³/min) |
27 |
52 |
80 |
110 |
165 |
230 |
280 |
400 |
500 |
|
Ultimate pressure(Pa) |
3300 |
3300 |
3300 |
3300 |
3300 |
3300 |
3300 |
3300 |
3300 |
|
flow of supiying water(L/min) |
2 |
2 |
2.5 |
4.2 |
6.7 |
8.3 |
10 |
15 |
20 |
|
Connections of inlet(outlet) |
1″ |
1″ |
1(1/2)” |
1(1/2)” |
50 |
50 |
65 |
65 |
80 |
|
Pumping size(mm) |
455X186X250 |
476X186X250 |
545X223X270 |
566X223X300 |
637X340X361 |
672X340X371 |
771X382X385 |
852X382X427 |
1044X450X521 |
|
Noise level dB(A) |
62 |
65 |
66 |
72 |
63 |
68 |
69 |
73 |
74 |
|
Weight (with oil filling) (kg) |
31 |
35 |
56 |
65 |
103 |
117 |
149 |
205 |
331 |
|
Motor Power(Kw) |
1.1 |
1.5 |
3 |
4 |
4 |
5.5 |
7.5 |
11 |
15 |
|
Motor Voltage/motor base frequency(V/Hz) |
380/50 |
380/50 |
380/50 |
380/50 |
380/50 |
380/50 |
380/50 |
380/50 |
380/50 |
|
Nominal Motor speed(rpm) |
2840 |
2840 |
2860 |
2880 |
1430 |
1440 |
1440 |
1450 |
970 |
|
Nominal Motor current(A) |
2.6 |
3.4 |
6.2 |
8.1 |
8.8 |
11.5 |
15.4 |
22.3 |
30.1 |
|
Type of protection(IP) |
IP55 |
IP55 |
IP55 |
IP55 |
IP55 |
IP55 |
IP55 |
IP55 |
IP55 |
Detailed Photos
Company Profile
HangZhou Sifang Vacuum Equipment Co., Ltd. specializes in the production of vacuum furnaces, vacuum pumps, steel drums and other products.”Sifang” is the registered trademark of the company’s products.
our company is 1 professional vacuum equipment manufacturer in HangZhou, China. We specialize in vacuum pumps, furnaces, systems and components for diverse applications. We produce rotary vane vacuum pumps, water ring vacuum pumps, reciprocating vacuum pumps, roots vacuum pump units, vacuum heat treatment furnaces, vacuum aluminum brazing furnaces, high temperature brazing fur- naces, vacuum sintering furnaces, monocrystalline silicon furnaces and other products. All these vacuum equipment are widely used in aviation, aerospace, military, railway, automobile, machinery, mold, electronics, metallurgy, scientific research and other fields.
We have professional engineer support, high efficiency sales team and competitive price superiority, and attract customers from all over the world, we export to over 40 countries, including Europe, Poland, Serbia, Turkey, Russia, USA, Mexico, Brazil, India, Thailand, Middle east and South Africa.
After several years’ development, We have achieved great progress, we are equipped with the AutomaticCNCmachines and multi-func- tion testing machines. Our R&D department provide the strong tech- nical support and enable us to receive some 0 E M, O D M projects. We can produce at least 3000 sets vacuum equipment per year. With our innovative and energy-efficient vacuum equipment that is put to work in a multitude of manufacturing and process applica- tions, we also offer you a comprehensive suite of CHINAMFG ser- vices to complement our products.
FAQ
1.Q: Are you a factory or trading company?
A: We are a factory and we have professional team of workers,Designers and inspectors.
2.Q:Do you accept custom?
A:Of course.We have professional teams who make your designs,photos,imagines and OEM orders into real production.
3.Q:What’s your advantages?
A: Quick response to your enquiry,
High quality control,
Reasonable price,
Timely delivery,
Excellent after-sales service,
OEM/ODM are welcome
4.Q:What’s your shipping terms?
A:If you need to ship by air,we can use DHL,UPS,FedEx,TNT or EMS.If you need to ship by sea,we have many good forwarders to work with,they can provide the best price for you.
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| After-sales Service: | Online Support |
|---|---|
| Warranty: | 1 Year |
| Oil or Not: | Oil |
| Structure: | Vacuum Pump |
| Exhauster Method: | Entrapment Vacuum Pump |
| Vacuum Degree: | Vacuum |
| Customization: |
Available
|
|
|---|

What Are the Advantages of Using Oil-Sealed Vacuum Pumps?
Oil-sealed vacuum pumps offer several advantages in various applications. Here’s a detailed explanation:
1. High Vacuum Performance: Oil-sealed vacuum pumps are known for their ability to achieve high levels of vacuum. They can create and maintain deep vacuum levels, making them suitable for applications that require a low-pressure environment. The use of oil as a sealing and lubricating medium helps in achieving efficient vacuum performance.
2. Wide Operating Range: Oil-sealed vacuum pumps have a wide operating range, allowing them to handle a broad spectrum of vacuum levels. They can operate effectively in both low-pressure and high-vacuum conditions, making them versatile for different applications across various industries.
3. Efficient and Reliable Operation: These pumps are known for their reliability and consistent performance. The oil-sealed design provides effective sealing, preventing air leakage and maintaining a stable vacuum level. They are designed to operate continuously for extended periods without significant performance degradation, making them suitable for continuous industrial processes.
4. Contamination Handling: Oil-sealed vacuum pumps are effective in handling certain types of contaminants that may be present in the process gases or air being evacuated. The oil acts as a barrier, trapping and absorbing certain particulates, moisture, and chemical vapors, preventing them from reaching the pump mechanism. This helps protect the pump internals from potential damage and contributes to the longevity of the pump.
5. Thermal Stability: The presence of oil in these pumps helps in dissipating heat generated during operation, contributing to their thermal stability. The oil absorbs and carries away heat, preventing excessive temperature rise within the pump. This thermal stability allows for consistent performance even during prolonged operation and helps protect the pump from overheating.
6. Noise Reduction: Oil-sealed vacuum pumps generally operate at lower noise levels compared to other types of vacuum pumps. The oil acts as a noise-damping medium, reducing the noise generated by the moving parts and the interaction of gases within the pump. This makes them suitable for applications where noise reduction is desired, such as laboratory environments or noise-sensitive industrial settings.
7. Versatility: Oil-sealed vacuum pumps are versatile and can handle a wide range of gases and vapors. They can effectively handle both condensable and non-condensable gases, making them suitable for diverse applications in industries such as chemical processing, pharmaceuticals, food processing, and research laboratories.
8. Cost-Effective: Oil-sealed vacuum pumps are often considered cost-effective options for many applications. They generally have a lower initial cost compared to some other types of high-vacuum pumps. Additionally, the maintenance and operating costs are relatively lower, making them an economical choice for industries that require reliable vacuum performance.
9. Simplicity and Ease of Maintenance: Oil-sealed vacuum pumps are relatively simple in design and easy to maintain. Routine maintenance typically involves monitoring oil levels, changing the oil periodically, and inspecting and replacing worn-out parts as necessary. The simplicity of maintenance procedures contributes to the overall cost-effectiveness and ease of operation.
10. Compatibility with Other Equipment: Oil-sealed vacuum pumps are compatible with various process equipment and systems. They can be easily integrated into existing setups or used in conjunction with other vacuum-related equipment, such as vacuum chambers, distillation systems, or industrial process equipment.
These advantages make oil-sealed vacuum pumps a popular choice in many industries where reliable, high-performance vacuum systems are required. However, it’s important to consider specific application requirements and consult with experts to determine the most suitable type of vacuum pump for a particular use case.

Can Vacuum Pumps Be Used for Chemical Distillation?
Yes, vacuum pumps are commonly used in chemical distillation processes. Here’s a detailed explanation:
Chemical distillation is a technique used to separate or purify components of a mixture based on their different boiling points. The process involves heating the mixture to evaporate the desired component and then condensing the vapor to collect the purified substance. Vacuum pumps play a crucial role in chemical distillation by creating a reduced pressure environment, which lowers the boiling points of the components and enables distillation at lower temperatures.
Here are some key aspects of using vacuum pumps in chemical distillation:
1. Reduced Pressure: By creating a vacuum or low-pressure environment in the distillation apparatus, vacuum pumps lower the pressure inside the system. This reduction in pressure lowers the boiling points of the components, allowing distillation to occur at temperatures lower than their normal boiling points. This is particularly useful for heat-sensitive or high-boiling-point compounds that would decompose or become thermally degraded at higher temperatures.
2. Increased Boiling Point Separation: Vacuum distillation increases the separation between the boiling points of the components, making it easier to achieve a higher degree of purification. In regular atmospheric distillation, the boiling points of some components may overlap, leading to less effective separation. By operating under vacuum, the boiling points of the components are further apart, improving the selectivity and efficiency of the distillation process.
3. Energy Efficiency: Vacuum distillation can be more energy-efficient compared to distillation under atmospheric conditions. The reduced pressure lowers the required temperature for distillation, resulting in reduced energy consumption and lower operating costs. This is particularly advantageous when dealing with large-scale distillation processes or when distilling heat-sensitive compounds that require careful temperature control.
4. Types of Vacuum Pumps: Different types of vacuum pumps can be used in chemical distillation depending on the specific requirements of the process. Some commonly used vacuum pump types include:
– Rotary Vane Pumps: Rotary vane pumps are widely used in chemical distillation due to their ability to achieve moderate vacuum levels and handle various gases. They work by using rotating vanes to create chambers that expand and contract, enabling the pumping of gas or vapor.
– Diaphragm Pumps: Diaphragm pumps are suitable for smaller-scale distillation processes. They use a flexible diaphragm that moves up and down to create a vacuum and compress the gas or vapor. Diaphragm pumps are often oil-free, making them suitable for applications where avoiding oil contamination is essential.
– Liquid Ring Pumps: Liquid ring pumps can handle more demanding distillation processes and corrosive gases. They rely on a rotating liquid ring to create a seal and compress the gas or vapor. Liquid ring pumps are commonly used in chemical and petrochemical industries.
– Dry Screw Pumps: Dry screw pumps are suitable for high-vacuum distillation processes. They use intermeshing screws to compress and transport gas or vapor. Dry screw pumps are known for their high pumping speeds, low noise levels, and oil-free operation.
Overall, vacuum pumps are integral to chemical distillation processes as they create the necessary reduced pressure environment that enables distillation at lower temperatures. By using vacuum pumps, it is possible to achieve better separation, improve energy efficiency, and handle heat-sensitive compounds effectively. The choice of vacuum pump depends on factors such as the required vacuum level, the scale of the distillation process, and the nature of the compounds being distilled.

What Are the Primary Applications of Vacuum Pumps?
Vacuum pumps have a wide range of applications across various industries. Here’s a detailed explanation:
1. Industrial Processes:
Vacuum pumps play a vital role in numerous industrial processes, including:
– Vacuum Distillation: Vacuum pumps are used in distillation processes to lower the boiling points of substances, enabling separation and purification of various chemicals and compounds.
– Vacuum Drying: Vacuum pumps aid in drying processes by creating a low-pressure environment, which accelerates moisture removal from materials without excessive heat.
– Vacuum Packaging: Vacuum pumps are used in the food industry to remove air from packaging containers, prolonging the shelf life of perishable goods by reducing oxygen exposure.
– Vacuum Filtration: Filtration processes can benefit from vacuum pumps to enhance filtration rates by applying suction, facilitating faster separation of solids and liquids.
2. Laboratory and Research:
Vacuum pumps are extensively used in laboratories and research facilities for various applications:
– Vacuum Chambers: Vacuum pumps create controlled low-pressure environments within chambers for conducting experiments, testing materials, or simulating specific conditions.
– Mass Spectrometry: Mass spectrometers often utilize vacuum pumps to create the necessary vacuum conditions for ionization and analysis of samples.
– Freeze Drying: Vacuum pumps enable freeze-drying processes, where samples are frozen and then subjected to a vacuum, allowing the frozen water to sublimate directly from solid to vapor state.
– Electron Microscopy: Vacuum pumps are essential for electron microscopy techniques, providing the necessary vacuum environment for high-resolution imaging of samples.
3. Semiconductor and Electronics Industries:
High vacuum pumps are critical in the semiconductor and electronics industries for manufacturing and testing processes:
– Semiconductor Fabrication: Vacuum pumps are used in various stages of chip manufacturing, including deposition, etching, and ion implantation processes.
– Thin Film Deposition: Vacuum pumps create the required vacuum conditions for depositing thin films of materials onto substrates, as done in the production of solar panels, optical coatings, and electronic components.
– Leak Detection: Vacuum pumps are utilized in leak testing applications to detect and locate leaks in electronic components, systems, or pipelines.
4. Medical and Healthcare:
Vacuum pumps have several applications in the medical and healthcare sectors:
– Vacuum Assisted Wound Closure: Vacuum pumps are used in negative pressure wound therapy (NPWT), where they create a controlled vacuum environment to promote wound healing and removal of excess fluids.
– Laboratory Equipment: Vacuum pumps are essential in medical and scientific equipment such as vacuum ovens, freeze dryers, and centrifugal concentrators.
– Anesthesia and Medical Suction: Vacuum pumps are utilized in anesthesia machines and medical suction devices to create suction and remove fluids or gases from the patient’s body.
5. HVAC and Refrigeration:
Vacuum pumps are employed in the HVAC (Heating, Ventilation, and Air Conditioning) and refrigeration industries:
– Refrigeration and Air Conditioning Systems: Vacuum pumps are used during system installation, maintenance, and repair to evacuate moisture and air from refrigeration and air conditioning systems, ensuring efficient operation.
– Vacuum Insulation Panels: Vacuum pumps are utilized in the manufacturing of vacuum insulation panels, which offer superior insulation properties for buildings and appliances.
6. Power Generation:
Vacuum pumps play a role in power generation applications:
– Steam Condenser Systems: Vacuum pumps are used in power plants to remove non-condensable gases from steam condenser systems, improving thermal efficiency.
– Gas Capture: Vacuum pumps are utilized to capture and remove gases, such as hydrogen or helium, in nuclear power plants, research reactors, or particle accelerators.
These are just a few examples of the primary applications of vacuum pumps. The versatility and wide range of vacuum pump types make them essential in numerous industries, contributing to various manufacturing processes, research endeavors, and technological advancements.


editor by Dream 2024-05-16
China Custom Low Pressure Portable Rotary Lobe Electric Pump Roots Vacuum Pump vacuum pump brakes
Product Description
Low Pressure Portable Rotary Lobe Electric Pump Roots Vacuum Pump
Product Description
Product Parameters
|
Model |
ZJ-30 |
ZJ-70 |
ZJ-150 |
ZJ-300 |
ZJ-600 |
ZJ-1200 |
ZJ-2500 |
ZJ-5000 |
|
Ultimate total pressure(Pa) |
0.05 |
0.05 |
0.05 |
0.05 |
0.05 |
0.05 |
0.05 |
0.05 |
|
Motor Power(Kw) |
0.75 |
1.5 |
3 |
4 |
7.5 |
11 |
22 |
45 |
|
Nominal Motor speed(rpm) |
2850 |
2850 |
2870 |
1450 |
2900 |
1400 |
2880 |
1450 |
|
Nominal Motor current(A) |
1.8 |
3.4 |
6.2 |
15.4 |
14.8 |
22.3 |
41 |
84.7 |
|
Pumping size(mm) |
650X315X255 |
770X315X255 |
1060X462X380 |
1330X556X505 |
1410X556X505 |
1710X1070X850 |
1820X1070X850 |
2700X1200X1100 |
|
Weight (with oil filling)kg |
76 |
96 |
200 |
502 |
520 |
1550 |
1620 |
4000 |
|
Type of protection(IP) |
55 |
55 |
55 |
55 |
55 |
55 |
55 |
55 |
Detailed Photos
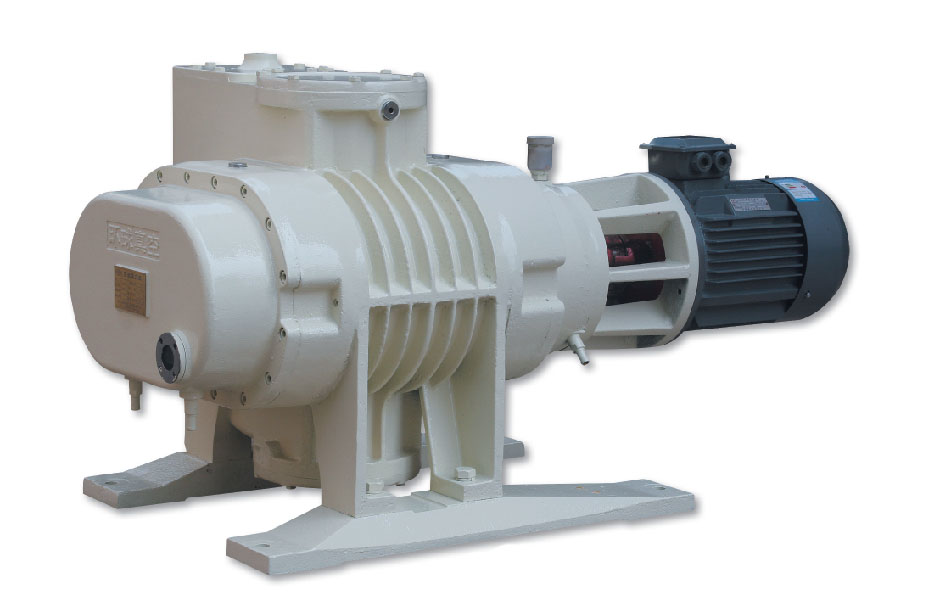
Roots vacuum pump (abbreviated as Roots pump) is a rotary variable capacity vacuum pump without internal compression. It utilizes 2 8-shaped rotors to rotate in the pump casing to generate suction and exhaust effects. Its principle is similar to that of a Roots blower. Due to its operation in a low pressure range, the gas molecules have a large free range, and the resistance of gas leakage through small slits is high, so it can achieve a high compression ratio and can be used as a booster vacuum pump; But it cannot directly discharge the gas into the atmosphere alone, and needs to be used in series with the front stage vacuum pump. The extracted gas is carried into the atmosphere through the front stage vacuum pump.
Roots pumps are widely used in vacuum degassing, vacuum melting, vacuum treatment of molten steel in the vacuum metallurgy industry, as well as in devices such as space simulation and low-density wind tunnels to extract corrosive gases. It can also be used in production processes such as distillation, evaporation, and drying in industries such as chemical, food, pharmaceutical, and motor manufacturing.
The ZJ series Roots vacuum pump is a rotary variable capacity vacuum pump that requires a front stage pump to be used. It has a large pumping speed in a wide pressure range in China and is not sensitive to dust and water vapor in the extracted gas. It is widely used in industries such as metallurgy, chemical industry, food, and electronic coating.
Company Profile
HangZhou Sifang Vacuum Equipment Co., Ltd. specializes in the production of vacuum furnaces, vacuum pumps, steel drums and other products.”Sifang” is the registered trademark of the company’s products.
our company is 1 professional vacuum equipment manufacturer in HangZhou, China. We specialize in vacuum pumps, furnaces, systems and components for diverse applications. We produce rotary vane vacuum pumps, water ring vacuum pumps, reciprocating vacuum pumps, roots vacuum pump units, vacuum heat treatment furnaces, vacuum aluminum brazing furnaces, high temperature brazing fur- naces, vacuum sintering furnaces, monocrystalline silicon furnaces and other products. All these vacuum equipment are widely used in aviation, aerospace, military, railway, automobile, machinery, mold, electronics, metallurgy, scientific research and other fields.
We have professional engineer support, high efficiency sales team and competitive price superiority, and attract customers from all over the world, we export to over 40 countries, including Europe, Poland, Serbia, Turkey, Russia, USA, Mexico, Brazil, India, Thailand, Middle east and South Africa.
After several years’ development, We have achieved great progress, we are equipped with the AutomaticCNCmachines and multi-func- tion testing machines. Our R&D department provide the strong tech- nical support and enable us to receive some 0 E M, O D M projects. We can produce at least 3000 sets vacuum equipment per year. With our innovative and energy-efficient vacuum equipment that is put to work in a multitude of manufacturing and process applica- tions, we also offer you a comprehensive suite of CHINAMFG ser- vices to complement our products.
FAQ
1.Q: Are you a factory or trading company?
A: We are a factory and we have professional team of workers,Designers and inspectors.
2.Q:Do you accept custom?
A:Of course.We have professional teams who make your designs,photos,imagines and OEM orders into real production.
3.Q:What’s your advantages?
A: Quick response to your enquiry,
High quality control,
Reasonable price,
Timely delivery,
Excellent after-sales service,
OEM/ODM are welcome
4.Q:What’s your shipping terms?
A:If you need to ship by air,we can use DHL,UPS,FedEx,TNT or EMS.If you need to ship by sea,we have many good forwarders to work with,they can provide the best price for you.
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| After-sales Service: | Online Support |
|---|---|
| Warranty: | 1 Year |
| Oil or Not: | Oil |
| Structure: | Vacuum Pump |
| Exhauster Method: | Entrapment Vacuum Pump |
| Vacuum Degree: | Vacuum |
| Customization: |
Available
|
|
|---|
Can Roots Vacuum Pumps Be Used for Environmental Testing in Chambers?
Yes, Roots vacuum pumps can be used for environmental testing in chambers. Here’s a detailed explanation:
1. Environmental Testing in Chambers: Environmental testing involves subjecting a product or component to various simulated environmental conditions to assess its performance, durability, and reliability. Chambers are commonly used for environmental testing and can simulate conditions such as temperature, humidity, pressure, and gas composition. These chambers create controlled environments that mimic real-world operating conditions to evaluate how a product or component responds under different environmental stressors.
2. Role of Vacuum Pumps: Vacuum pumps play a crucial role in environmental testing chambers by creating and maintaining the desired vacuum conditions. They help establish specific pressure levels, remove unwanted gases or contaminants, and enable controlled gas flow within the chamber. Vacuum pumps are responsible for evacuating the chamber, achieving the desired pressure or vacuum level, and ensuring the accuracy and reliability of the environmental test results.
3. Advantages of Roots Vacuum Pumps: Roots vacuum pumps offer several advantages that make them suitable for environmental testing in chambers:
– High Pumping Speed: Roots pumps have a high pumping speed, allowing them to quickly evacuate the chamber and achieve the desired vacuum level. This is particularly important when rapid cycling between different test conditions is required.
– Large Volume Handling: Chambers used in environmental testing can vary in size, from small-scale chambers to large walk-in chambers. Roots vacuum pumps are capable of handling large volumes of gas, making them suitable for evacuating chambers of different sizes efficiently.
– Continuous Operation: Roots vacuum pumps can operate continuously, ensuring the chamber remains at the desired vacuum level throughout the testing process. This is essential for maintaining test accuracy and consistency.
– Compatibility with Hybrid Pumping Systems: Roots vacuum pumps can be integrated into hybrid pumping systems, working alongside other pump technologies such as rotary vane pumps, scroll pumps, or turbomolecular pumps. This combination allows for enhanced pumping capability, achieving the desired vacuum levels and accommodating specific test requirements.
4. Considerations for Environmental Testing: While Roots vacuum pumps are suitable for environmental testing, several considerations should be taken into account:
– Gas Composition: Different environmental tests may involve specific gas compositions or mixtures. It is important to ensure that the selected Roots pump is compatible with the gases used in the testing process. Some gases may require special pump features or materials to avoid contamination or damage to the pump.
– Pressure Range: Environmental testing chambers may require a wide range of pressure levels to simulate various conditions. Roots vacuum pumps have limitations in terms of the ultimate vacuum level they can achieve. It is necessary to ensure that the selected pump can meet the pressure range requirements of the specific environmental tests.
– System Design: Proper system design is crucial to ensure efficient and reliable operation of the environmental testing chamber. Factors such as the chamber size, gas flow rates, evacuation times, and pressure control mechanisms should be considered when selecting and integrating Roots vacuum pumps into the testing system.
In summary, Roots vacuum pumps can be effectively used for environmental testing in chambers. Their high pumping speed, large volume handling capability, continuous operation, and compatibility with hybrid pumping systems make them suitable for maintaining the desired vacuum conditions during environmental tests. By considering factors such as gas composition, pressure range, and system design, Roots vacuum pumps contribute to the accurate and reliable assessment of product performance under simulated environmental conditions.

What Are the Primary Applications of Roots Vacuum Pumps?
Roots vacuum pumps, also known as Roots blowers or rotary lobe pumps, are utilized in a variety of industrial applications where efficient and reliable vacuum generation is required. Here’s a detailed explanation of the primary applications of Roots vacuum pumps:
1. Chemical Processing: Roots vacuum pumps find extensive use in the chemical processing industry. They are employed for processes such as vacuum distillation, solvent recovery, drying, and degassing. Their high pumping speed and ability to handle corrosive gases make them suitable for handling various chemical vapors and byproducts.
2. Pharmaceuticals: In the pharmaceutical industry, Roots vacuum pumps are utilized for applications such as vacuum drying, tablet coating, freeze drying, and vacuum packaging. Their oil-free operation ensures a clean and contaminant-free vacuum environment, which is crucial for pharmaceutical manufacturing processes.
3. Food Processing: Roots vacuum pumps play a significant role in the food processing industry. They are employed for vacuum packaging, vacuum cooling, and vacuum drying of food products. The oil-free operation of Roots vacuum pumps ensures food safety and eliminates the risk of contamination.
4. Environmental Technology: Roots vacuum pumps are utilized in environmental technology applications, including wastewater treatment, biogas processing, and air pollution control. They are employed to extract gases, control emissions, and facilitate the treatment and purification of air and water.
5. Semiconductor Manufacturing: In the semiconductor industry, Roots vacuum pumps are used for processes such as ion implantation, physical vapor deposition (PVD), chemical vapor deposition (CVD), and etching. Their high pumping speed and oil-free operation are crucial for maintaining clean vacuum conditions required in semiconductor fabrication.
6. Packaging and Printing: Roots vacuum pumps are employed in packaging and printing applications. They are used for vacuum packaging of products, vacuum forming of packaging materials, and in printing presses for paper handling and ink transfer.
7. Automotive Industry: Roots vacuum pumps find application in the automotive industry for processes such as brake system vacuum assist, crankcase ventilation, and emissions control systems. They help create vacuum conditions required for the operation of various automotive systems.
8. Research and Laboratory: Roots vacuum pumps are utilized in research laboratories and scientific facilities for a wide range of applications. They are used in vacuum ovens, freeze dryers, vacuum filtration, electron microscopy, surface analysis, and other laboratory processes that require controlled vacuum environments.
9. Energy Industry: In the energy sector, Roots vacuum pumps are used for applications such as steam turbine condenser air extraction, transformer drying, and vacuum impregnation of electrical components. They help maintain proper vacuum conditions for efficient and reliable operation of energy systems.
These are some of the primary applications where Roots vacuum pumps are commonly used. Their high pumping speed, large gas handling capacity, oil-free operation, reliability, and versatility make them suitable for a wide range of industrial processes that require efficient and reliable vacuum generation.
editor by Dream 2024-05-14
China factory 5kw Food Factory Stainless Steel 2BV Series Vacuum Electric Liquid Ring Bomba De Vacio Vacuum Pump a/c vacuum pump
Product Description
Product Description
2BE liquid ring vacuum pump is CZPT liquid ring vacuum pump and is used to transport gases and vapors, predominantly for intake pressures below atmospheric pressure. Our 2BE liquid ring vacuum pump is available in 20 models, and is ATEX Certified. It offered It offered Suction capacity from 150 to 38000m³/h. It has reliable operation and economic power consumption. We also have 2BE pump with Partition wall in pump casing special for paper industry.
We offer same outline dimensions for bolt-on replacement and equivalent performances with original 2BV liquid ring vacuum pump.
|
ITEM |
UNIT |
Quantity |
|
Supply Ability |
per month |
2,000set |
2BE series water ring vacuum pumps and compressors are the products with high efficiency and economical power, which are manufactured by our company integrating with the advanced technology of the imported products from Germany. These series products adopt CZPT and single action structure and have many advantages, such as, compact structure, convenient maintenance, reliable running, high efficiency and economical power. Comparing with the SK, 2SK, SZ series water ring vacuum pumps used widely in our country at present, the 2BE series products are the ideal replacements of them for high vacuum, low power, and running reliability
Product Series
Company Profile
Certifications
Packaging & Shipping
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| After-sales Service: | Online Service |
|---|---|
| Warranty: | 1 Year |
| Oil or Not: | Oil |
| Structure: | Rotary Vacuum Pump |
| Exhauster Method: | Entrapment Vacuum Pump |
| Vacuum Degree: | High Vacuum |
| Samples: |
US$ 10000/Piece
1 Piece(Min.Order) | |
|---|
| Customization: |
Available
|
|
|---|

Types of vacuum pumps
A vacuum pump is a device that draws gas molecules from a sealed volume and leaves a partial vacuum in its wake. Its job is to create a relative vacuum within a specific volume or volume. There are many types of vacuum pumps, including centrifugal, screw and diaphragm.
Forward centrifugal pump
Positive displacement centrifugal vacuum pumps are one of the most commonly used pump types in the oil and gas industry. Their efficiency is limited to a range of materials and can handle relatively high solids concentrations. However, using these pumps has some advantages over other types of pumps.
Positive displacement pumps have an enlarged cavity on the suction side and a reduced cavity on the discharge side. This makes them ideal for applications involving high viscosity fluids and high pressures. Their design makes it possible to precisely measure and control the amount of liquid pumped. Positive displacement pumps are also ideal for applications requiring precise metering.
Positive displacement pumps are superior to centrifugal pumps in several ways. They can handle higher viscosity materials than centrifuges. These pumps also operate at lower speeds than centrifugal pumps, which makes them more suitable for certain applications. Positive displacement pumps are also less prone to wear.
Positive displacement vacuum pumps operate by drawing fluid into a chamber and expanding it to a larger volume, then venting it to the atmosphere. This process happens several times per second. When maximum expansion is reached, the intake valve closes, the exhaust valve opens, and fluid is ejected. Positive displacement vacuum pumps are highly efficient and commonly used in many industries.
Self-priming centrifugal pump
Self-priming centrifugal pumps are designed with a water reservoir to help remove air from the pump. This water is then recirculated throughout the pump, allowing the pump to run without air. The water reservoir can be located above or in front of the impeller. The pump can then reserve water for the initial start.
The casing of the pump contains an increasingly larger channel forming a cavity retainer and semi-double volute. When water enters the pump through channel A, it flows back to the impeller through channels B-C. When the pump is started a second time, the water in the pump body will be recirculated back through the impeller. This recycling process happens automatically.
These pumps are available in a variety of models and materials. They feature special stainless steel castings that are corrosion and wear-resistant. They can be used in high-pressure applications and their design eliminates the need for inlet check valves and intermediate valves. They can also be equipped with long intake pipes, which do not require activation.
Self-priming centrifugal pumps are designed to run on their own, but there are some limitations. They cannot operate without a liquid source. A foot valve or external liquid source can help you start the self-priming pump.
Screw Pump
The mechanical and thermal characteristics of a screw vacuum pump are critical to its operation. They feature a small gap between the rotor and stator to minimize backflow and thermal growth. Temperature is a key factor in their performance, so they have an internal cooling system that uses water that circulates through the pump’s stator channels. The pump is equipped with a thermostatically controlled valve to regulate the water flow. Also includes a thermostatic switch for thermal control.
Screw vacuum pumps work by trapping gas in the space between the rotor and the housing. The gas is then moved to the exhaust port, where it is expelled at atmospheric pressure. The tapered discharge end of the screw further reduces the volume of gas trapped in the chamber. These two factors allow the pump to work efficiently and safely.
Screw vacuum pumps are designed for a variety of applications. In some applications, the pump needs to operate at very low pressures, such as when pumping large volumes of air. For this application, the SCREWLINE SP pump is ideal. Their low discharge temperature and direct pumping path ensure industrial process uptime. These pumps also feature non-contact shaft seals to reduce mechanical wear. Additionally, they feature a special cantilever bearing arrangement to eliminate potential sources of bearing failure and lubrication contamination.
Screw vacuum pumps use an air-cooled screw to generate a vacuum. They are compact, and clean, and have a remote monitoring system with built-in intelligence. By using the app, users can monitor pump performance remotely. 
Diaphragm Pump
Diaphragm vacuum pumps are one of the most common types of vacuum pumps found in laboratories and manufacturing facilities. The diaphragm is an elastomeric membrane held in place around the outer diameter. While it is not possible to seal a diaphragm vacuum pump, there are ways to alleviate the problems associated with this design.
Diaphragm vacuum pumps are versatile and can be used in a variety of clean vacuum applications. These pumps are commercially available with a built-in valve system, but they can also be modified to include one. Because diaphragm pumps are so versatile, it’s important to choose the right type for the job. Understanding how pumps work will help you match the right pump to the right application.
Diaphragm vacuum pumps offer a wide range of advantages, including an extremely long service life. Most diaphragm pumps can last up to ten thousand hours. However, they may be inefficient for processes that require deep vacuum, in which case alternative technologies may be required. Additionally, due to the physics of diaphragm pumps, the size of these pumps may be limited. Also, they are not suitable for high-speed pumping.
Diaphragm vacuum pumps are a versatile subset of laboratory pumps. They are popular for their oil-free construction and low maintenance operation. They are available in a variety of styles and have many optional features. In addition to low maintenance operation, they are chemically resistant and can be used with a variety of sample types. However, diaphragm pumps tend to have lower displacements than other vacuum pumps.
Atmospheric pressure is a key factor in a vacuum pump system
Atmospheric pressure is the pressure created by the collision of air molecules. The more they collide, the greater the pressure. This applies to pure gases and mixtures. When you measure atmospheric pressure, the pressure gauge reads about 14.7 psia. The higher the pressure, the greater the force on the gas molecules.
The gas entering the vacuum pump system is below atmospheric pressure and may contain entrained liquids. The mechanism of this process can be explained by molecular kinetic energy theory. The theory assumes that gas molecules in the atmosphere have high velocities. The resulting gas molecules will then start moving in random directions, colliding with each other and creating pressure on the walls of the vacuum vessel.
Atmospheric pressure is a critical factor in a vacuum pump system. A vacuum pump system is useless without proper atmospheric pressure measurement. The pressure in the atmosphere is the total pressure of all gases, including nitrogen and oxygen. Using total pressure instead of partial pressure can cause problems. The thermal conductivity of various gases varies widely, so working at full pressure can be dangerous.
When choosing a vacuum pump, consider its operating range. Some pumps operate at low atmospheric pressure, while others are designed to operate at high or ultra-high pressure. Different types of pumps employ different technologies that enhance their unique advantages. 
The screw pump is less efficient in pumping gases with smaller molecular weight
Vacuuming requires a high-quality pump. This type of pump must be able to pump gas of high purity and very low pressure. Screw pumps can be used in laboratory applications and are more efficient when pumping small molecular weight gases. Chemical resistance is critical to pump life. Chemical resistant materials are also available. Chemically resistant wetted materials minimize wear.
Gear pumps are more efficient than screw pumps, but are less efficient when pumping lower molecular weight gases. Gear pumps also require a larger motor to achieve the same pumping capacity. Compared to gear pumps, progressive cavity pumps also have lower noise levels and longer service life. In addition, gear pumps have a large footprint and are not suitable for tight spaces.
Progressive cavity pumps have two or three screws and a housing and side cover. They are also equipped with gears and bearings. Their mechanical design allows them to operate in high pressure environments with extremely low noise. The progressive cavity pump is a versatile pump that can be used in a variety of applications.
Dry screw compressors have different aspect ratios and can operate at high and low pressures. The maximum allowable differential pressure for screw compressors ranges from 0.4 MPa for 3/5 rotors to 1.5 MPa for 4/6 rotors. These numbers need to be determined on a case-by-case basis.
editor by Dream 2024-05-13
China manufacturer Wholesale Electric Industrial Water/Liquid Ring Vacuum Pump 2BV Rotary Vane Vacuum Pump Horizontal Pump vacuum pump belt
Product Description
Product Description
2BE liquid ring vacuum pump is CHINAMFG liquid ring vacuum pump and is used to transport gases and vapors, predominantly for intake pressures below atmospheric pressure. Our 2BE liquid ring vacuum pump is available in 20 models, and is ATEX Certified. It offered It offered Suction capacity from 150 to 38000m³/h. It has reliable operation and economic power consumption. We also have 2BE pump with Partition wall in pump casing special for paper industry.
We offer same outline dimensions for bolt-on replacement and equivalent performances with original 2BV liquid ring vacuum pump.
|
ITEM |
UNIT |
Quantity |
|
Supply Ability |
per month |
2,000set |
2BE series water ring vacuum pumps and compressors are the products with high efficiency and economical power, which are manufactured by our company integrating with the advanced technology of the imported products from Germany. These series products adopt CHINAMFG and single action structure and have many advantages, such as, compact structure, convenient maintenance, reliable running, high efficiency and economical power. Comparing with the SK, 2SK, SZ series water ring vacuum pumps used widely in our country at present, the 2BE series products are the ideal replacements of them for high vacuum, low power, and running reliability
Product Series
Company Profile
Certifications
Packaging & Shipping
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| After-sales Service: | Online Service |
|---|---|
| Warranty: | 1 Year |
| Oil or Not: | Oil |
| Structure: | Rotary Vacuum Pump |
| Exhauster Method: | Entrapment Vacuum Pump |
| Vacuum Degree: | High Vacuum |
| Samples: |
US$ 10000/Piece
1 Piece(Min.Order) | |
|---|
| Customization: |
Available
|
|
|---|

What Is the Impact of Altitude on Vacuum Pump Performance?
The performance of vacuum pumps can be influenced by the altitude at which they are operated. Here’s a detailed explanation:
Altitude refers to the elevation or height above sea level. As the altitude increases, the atmospheric pressure decreases. This decrease in atmospheric pressure can have several effects on the performance of vacuum pumps:
1. Reduced Suction Capacity: Vacuum pumps rely on the pressure differential between the suction side and the discharge side to create a vacuum. At higher altitudes, where the atmospheric pressure is lower, the pressure differential available for the pump to work against is reduced. This can result in a decrease in the suction capacity of the vacuum pump, meaning it may not be able to achieve the same level of vacuum as it would at lower altitudes.
2. Lower Ultimate Vacuum Level: The ultimate vacuum level, which represents the lowest pressure that a vacuum pump can achieve, is also affected by altitude. As the atmospheric pressure decreases with increasing altitude, the ultimate vacuum level that can be attained by a vacuum pump is limited. The pump may struggle to reach the same level of vacuum as it would at sea level or lower altitudes.
3. Pumping Speed: Pumping speed is a measure of how quickly a vacuum pump can remove gases from a system. At higher altitudes, the reduced atmospheric pressure can lead to a decrease in pumping speed. This means that the vacuum pump may take longer to evacuate a chamber or system to the desired vacuum level.
4. Increased Power Consumption: To compensate for the decreased pressure differential and achieve the desired vacuum level, a vacuum pump operating at higher altitudes may require higher power consumption. The pump needs to work harder to overcome the lower atmospheric pressure and maintain the necessary suction capacity. This increased power consumption can impact energy efficiency and operating costs.
5. Efficiency and Performance Variations: Different types of vacuum pumps may exhibit varying degrees of sensitivity to altitude. Oil-sealed rotary vane pumps, for example, may experience more significant performance variations compared to dry pumps or other pump technologies. The design and operating principles of the vacuum pump can influence its ability to maintain performance at higher altitudes.
It’s important to note that vacuum pump manufacturers typically provide specifications and performance curves for their pumps based on standardized conditions, often at or near sea level. When operating a vacuum pump at higher altitudes, it is advisable to consult the manufacturer’s guidelines and consider any altitude-related limitations or adjustments that may be necessary.
In summary, the altitude at which a vacuum pump operates can have an impact on its performance. The reduced atmospheric pressure at higher altitudes can result in decreased suction capacity, lower ultimate vacuum levels, reduced pumping speed, and potentially increased power consumption. Understanding these effects is crucial for selecting and operating vacuum pumps effectively in different altitude environments.
Can Vacuum Pumps Be Used for Chemical Distillation?
Yes, vacuum pumps are commonly used in chemical distillation processes. Here’s a detailed explanation:
Chemical distillation is a technique used to separate or purify components of a mixture based on their different boiling points. The process involves heating the mixture to evaporate the desired component and then condensing the vapor to collect the purified substance. Vacuum pumps play a crucial role in chemical distillation by creating a reduced pressure environment, which lowers the boiling points of the components and enables distillation at lower temperatures.
Here are some key aspects of using vacuum pumps in chemical distillation:
1. Reduced Pressure: By creating a vacuum or low-pressure environment in the distillation apparatus, vacuum pumps lower the pressure inside the system. This reduction in pressure lowers the boiling points of the components, allowing distillation to occur at temperatures lower than their normal boiling points. This is particularly useful for heat-sensitive or high-boiling-point compounds that would decompose or become thermally degraded at higher temperatures.
2. Increased Boiling Point Separation: Vacuum distillation increases the separation between the boiling points of the components, making it easier to achieve a higher degree of purification. In regular atmospheric distillation, the boiling points of some components may overlap, leading to less effective separation. By operating under vacuum, the boiling points of the components are further apart, improving the selectivity and efficiency of the distillation process.
3. Energy Efficiency: Vacuum distillation can be more energy-efficient compared to distillation under atmospheric conditions. The reduced pressure lowers the required temperature for distillation, resulting in reduced energy consumption and lower operating costs. This is particularly advantageous when dealing with large-scale distillation processes or when distilling heat-sensitive compounds that require careful temperature control.
4. Types of Vacuum Pumps: Different types of vacuum pumps can be used in chemical distillation depending on the specific requirements of the process. Some commonly used vacuum pump types include:
– Rotary Vane Pumps: Rotary vane pumps are widely used in chemical distillation due to their ability to achieve moderate vacuum levels and handle various gases. They work by using rotating vanes to create chambers that expand and contract, enabling the pumping of gas or vapor.
– Diaphragm Pumps: Diaphragm pumps are suitable for smaller-scale distillation processes. They use a flexible diaphragm that moves up and down to create a vacuum and compress the gas or vapor. Diaphragm pumps are often oil-free, making them suitable for applications where avoiding oil contamination is essential.
– Liquid Ring Pumps: Liquid ring pumps can handle more demanding distillation processes and corrosive gases. They rely on a rotating liquid ring to create a seal and compress the gas or vapor. Liquid ring pumps are commonly used in chemical and petrochemical industries.
– Dry Screw Pumps: Dry screw pumps are suitable for high-vacuum distillation processes. They use intermeshing screws to compress and transport gas or vapor. Dry screw pumps are known for their high pumping speeds, low noise levels, and oil-free operation.
Overall, vacuum pumps are integral to chemical distillation processes as they create the necessary reduced pressure environment that enables distillation at lower temperatures. By using vacuum pumps, it is possible to achieve better separation, improve energy efficiency, and handle heat-sensitive compounds effectively. The choice of vacuum pump depends on factors such as the required vacuum level, the scale of the distillation process, and the nature of the compounds being distilled.

What Is a Vacuum Pump, and How Does It Work?
A vacuum pump is a mechanical device used to create and maintain a vacuum or low-pressure environment within a closed system. Here’s a detailed explanation:
A vacuum pump operates on the principle of removing gas molecules from a sealed chamber, reducing the pressure inside the chamber to create a vacuum. The pump accomplishes this through various mechanisms and techniques, depending on the specific type of vacuum pump. Here are the basic steps involved in the operation of a vacuum pump:
1. Sealed Chamber:
The vacuum pump is connected to a sealed chamber or system from which air or gas molecules need to be evacuated. The chamber can be a container, a pipeline, or any other enclosed space.
2. Inlet and Outlet:
The vacuum pump has an inlet and an outlet. The inlet is connected to the sealed chamber, while the outlet may be vented to the atmosphere or connected to a collection system to capture or release the evacuated gas.
3. Mechanical Action:
The vacuum pump creates a mechanical action that removes gas molecules from the chamber. Different types of vacuum pumps use various mechanisms for this purpose:
– Positive Displacement Pumps: These pumps physically trap gas molecules and remove them from the chamber. Examples include rotary vane pumps, piston pumps, and diaphragm pumps.
– Momentum Transfer Pumps: These pumps use high-speed jets or rotating blades to transfer momentum to gas molecules, pushing them out of the chamber. Examples include turbomolecular pumps and diffusion pumps.
– Entrapment Pumps: These pumps capture gas molecules by adsorbing or condensing them on surfaces or in materials within the pump. Cryogenic pumps and ion pumps are examples of entrainment pumps.
4. Gas Evacuation:
As the vacuum pump operates, it creates a pressure differential between the chamber and the pump. This pressure differential causes gas molecules to move from the chamber to the pump’s inlet.
5. Exhaust or Collection:
Once the gas molecules are removed from the chamber, they are either exhausted into the atmosphere or collected and processed further, depending on the specific application.
6. Pressure Control:
Vacuum pumps often incorporate pressure control mechanisms to maintain the desired level of vacuum within the chamber. These mechanisms can include valves, regulators, or feedback systems that adjust the pump’s operation to achieve the desired pressure range.
7. Monitoring and Safety:
Vacuum pump systems may include sensors, gauges, or indicators to monitor the pressure levels, temperature, or other parameters. Safety features such as pressure relief valves or interlocks may also be included to protect the system and operators from overpressure or other hazardous conditions.
It’s important to note that different types of vacuum pumps have varying levels of vacuum they can achieve and are suitable for different pressure ranges and applications. The choice of vacuum pump depends on factors such as the required vacuum level, gas composition, pumping speed, and the specific application’s requirements.
In summary, a vacuum pump is a device that removes gas molecules from a sealed chamber, creating a vacuum or low-pressure environment. The pump accomplishes this through mechanical actions, such as positive displacement, momentum transfer, or entrapment. By creating a pressure differential, the pump evacuates gas from the chamber, and the gas is either exhausted or collected. Vacuum pumps play a crucial role in various industries, including manufacturing, research, and scientific applications.
editor by Dream 2024-05-10
China Custom CZPT High Quality Auto Parts New Brake Vacuum Pump 06h145100ab for Audi A3 A4 A5 VW Golf Passat 1.8 2.0 Tfsi vacuum pump electric
Product Description
| Product Information | |
| Product name | Vacuum Pump |
| OEM | 06H145100 F |
| Warranty | 1 year |
| Certifications | CE |
| Condition | Brand-new |
| Appliction | For Audi A3 A4 A5 VW Golf Passat 1.8 2.0 TFSI |
| Brand Name | ZOOMKEY |
| Place of Origin | ZheJiang , China |
| Quality | High-performance |
| Related Products |
| Company Profile |
| Our advantages |
One-stop solution for auto parts
ODM and OEM customized
with 12 months-24 months warranty
high quality, professional service
Zoomrich is a company specialized in distribution and service for CZPT car parts,Especially in Volkswagen, Audi, Mercedes-Benz, BMW, Por sche,Jaguar,Land-Rover autoparts.Our business includes temperature control system,suspension parts, engine parts, electrical parts, and some other product lines.We are based in ZheJiang , and cooperate with many international first-line brands in order to meet the customer’s choice of diversity. Based on 12 years of experience,We accumulated a lot of factory resources and build a long-term cooperation in China which include OEM factory,OES resources,IAM factory verified by International famous brand.
About Us
CZPT electronic commerce(ZheJiang )Co.Ltd.is specialized in serving the German car system. The products are suitable for Mercedes-Benz, BMW,Volkswagen imported and other luxury cars. It covers auto engine system, auto transmission system, auto covering system, auto temperature control system,auto suspension and steering system, auto electronic system and so on.
With years of experience in the market of China in auto parts field ,our products have been exported to all over the world simultaneously.We have integrate the R&D,manufacture and trade. Supportina ODM
&OEM customized,and strict support confidentiality of customer brands and property rights. We will try our best to cooperation with you to establish a CZPT relationship.
| AFQ |
1. who are we?
We are based in ZheJiang , China, start from 2017,sell to Western Europe(20.00%),Domestic Market(20.00%),North America(10.00%),South America(10.00%),Eastern Europe(10.00%),Northern Europe(10.00%),Southeast Asia(5.00%),Africa(5.00%),Mid East(5.00%),Eastern Asia(5.00%). There are total about 11-50 people in our office.
2. how can we guarantee quality?
Always a pre-production sample before mass production;
Always final Inspection before shipment;
3.what can you buy from us?
camshaft adjuster,headlamp accessories,cylinder head cover,shock absorber,tensioner
4. why should you buy from us not from other suppliers?
One-stop solution for auto parts ODM and OEM customized with 12 months-24 months warranty
5. what services can we provide?
Accepted Delivery Terms: FOB,CFR,CIF,EXW,Express Delivery;
Accepted Payment Currency:USD,EUR,CNY;
Accepted Payment Type: T/T,L/C,D/P D/A,MoneyGram,PayPal,Western Union,Cash;
Language Spoken:English,Chinese
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| After-sales Service: | 12 Months |
|---|---|
| Warranty: | 1 Year |
| Product Name: | Vacuum Pump |
| Certificates: | CE RoHS Ts16949 |
| Package: | Carton Box |
| Quality: | High-Performance |
| Samples: |
US$ 30/Piece
1 Piece(Min.Order) | |
|---|
| Customization: |
Available
|
|
|---|

How to install a vacuum pump
A vacuum pump creates a relative vacuum within a sealed volume by drawing gas molecules from the sealed volume. Vacuum pumps can be used in a variety of industrial applications. They also offer various lubrication options. If you are considering purchasing, please understand its functions and features before purchasing.
How it works
The working principle of a vacuum pump is called gas transfer. The principle can be further divided into two basic categories: positive displacement and momentum transfer. At high pressure and moderate vacuum, gas molecules collide and move and create a viscous flow. At higher vacuum levels, gas molecules separate to create molecular or transitional flows.
Another principle of vacuum pumps is fluid-tightness. There are two main types of seals: rotary seals and screw seals. Rotary seals prevent liquid leakage, while screw seals only allow liquids to flow out at higher pressures. Some pumps may not use the third seal.
The flow rate of the vacuum pump determines the machine’s ability to pump a certain amount of material. A higher pumping speed will shorten the drain time. Therefore, the mass flow of the vacuum pump must be carefully considered. The speed and type of vacuum must also be considered.
The working principle of a vacuum pump is to push gas molecules from a high-pressure state to a low-pressure state. This creates a partial vacuum. There are many different types of vacuum pumps, each with different functions. Some are mechanical, some are chemical. In either case, their function is the same: to create a partial or complete vacuum. Vacuum pumps use a variety of technologies and are sized according to the application. Proper sizing is critical for optimum efficiency.
Gas transfer pumps use the same principles as vacuum pumps but use different technology. One of the earliest examples is the Archimedes spiral. Its structure consists of a single screw inside a hollow cylinder. More modern designs use double or triple screws. The rotation of the screw causes gas molecules to be trapped in the cavity between the screw and the housing. The fluid is then discharged at slightly above atmospheric pressure. This difference is called the compression ratio.
Another type of vacuum pump is a diffusion pump. Its main use is industrial vacuum processing. It is used in applications such as mass spectrometry, nanotechnology and analytical instrumentation. These pumps are generally inexpensive to purchase and operate.
Apply
Vacuum pumps are essential for many scientific and industrial processes. They are used in the production of vacuum tubes, CRTs, lamps and semiconductor processing. They can also be used to support mechanical equipment. For example, they can be mounted on the engine of a motor vehicle. Likewise, they can be used to power hydraulic components of aircraft. Among other uses, the vacuum pump helps calibrate the gyroscope.
Vacuum pumps are widely used in the pharmaceutical industry and are one of the largest users of this technology. They help deal with hazardous materials and eliminate waste quickly. They are also used in power jets, dump fuel tanks and rear doors, among others. However, they are sensitive to contamination and should only be used in environments where leaks can be prevented. Therefore, choosing the right fluid for the application is very important.
The most popular type of vacuum pump is the rotary vane pump. These pumps are known for their high pumping speed and low pressure. Their efficient pumping capacity allows them to reach pressures below 10-6 bar. Additionally, they are usually oil-sealed and have excellent vacuuming capabilities.
Vacuum pumps are often used to remove air from closed systems. They create a vacuum by reducing the density of the air in the compressed space. This is done by using the mechanical force energy generated by the rotating shaft. When the pump is under pressure, it converts this energy into pneumatic power. When the pressure is different, the energy produced depends on the volume of the gas and the pressure difference between the inner and outer atmospheres.
Vacuum pumps are also used in the manufacture of solar cells. They are used in the manufacture of solar cells, including ingot casting processes as well as cell and module processes. The design of the vacuum system plays an important role in reducing the cost of the process, thus making it profitable. Due to their low maintenance costs, they are an invaluable tool for making solar cells.
Vacuum pumps are widely used in many applications. In addition to industrial and research uses, they are also used in water remediation. 
Oil Lubrication Option
Vacuum pumps are available in a variety of oil lubrication options. Choosing the right lubricant can help protect your vacuum pump and maximize its performance. Different base oils may contain different additives, such as antioxidants, and some contain additional additives for specific purposes. You should choose an oil with the right concentration of these additives for optimal lubrication of your vacuum pump.
Vacuum pumps are usually lubricated with paraffinic mineral oil. However, this type of lubricant evaporates as the temperature increases. To minimize evaporative losses, choose a lubricant with low vapor pressure. Also, you should choose lubricants that are resistant to extreme temperatures. Extreme temperatures can put extra stress on the oil and can even significantly shorten the life of the oil.
In terms of viscosity, synthetic oils are the best choice for vacuum pumps. These types of oils are designed to resist gas dissolution and are more resistant to corrosion. Therefore, synthetic oils are ideal for handling aggressive substances. Whether or not your pump needs lubrication, choosing a quality product is important.
The vacuum pump oil should be changed periodically according to the manufacturer’s recommendations. If you use a filter, you should also change the oil as soon as the filter reaches the end of its life. Unplanned oil changes will eventually cause the vacuum pump to not reach its maximum vacuum capacity.
You can buy vacuum pump oil from vacuum pump manufacturers or other suppliers. These options are available in a variety of sizes, and labels can be customized. The oil should be designed for the pump. However, you should check the manufacturer’s recommendations to avoid buying the wrong type.
If you choose to use a synthetic oil, it is important to use a good quality oil. It helps the pump work more efficiently and prolong its life. 
Install
After choosing a suitable location, the next step is to install the pump. First, place the pump on a flat surface. Then, screw the pump onto the motor body above the check valve. Make sure the accessories are wrapped with sealing tape and secured with screws. The direction of gas inflow and outflow is indicated by arrows on the pump. The direction of rotation around the pump is also shown.
During commissioning, check the operation of each part of the pump. If the pump is equipped with a pipe connection, the pipe should be the same size and shape as the pump flange. Also, make sure that the piping does not cause any pressure drop. In addition, the first three weeks of operation require the installation of protective nets at the suction ports.
When selecting a pump, consider the back pressure of the system. Too much back pressure will affect the capacity of the vacuum pump. Also, check the temperature of the seal. If the temperature is too high, the seal may be damaged. It could also be due to a partially closed valve in the recirculation line or a clogged filter. Circulation pumps and heat exchangers should also be checked for fouling.
The vacuum pump is usually installed in the chassis area of the car. They can be mounted next to the engine or on a lower support frame. They are usually fastened to the bracket using suitable shock absorbers and isolating elements. However, before installing the vacuum pump, be sure to check the vacuum pump’s wiring harness before connecting it to the vehicle.
In many experimental setups, a vacuum pump is essential. However, improperly installed vacuum pumps can expose users to harmful vapors and chemicals. Appropriate plugs and belt guards should be installed to prevent any accidental chemical exposure. It is also important to install a fume hood for the pump.
In most cases, vacuum pumps come with installation manuals and instructions. Some manufacturers even offer start-up assistance if needed.
editor by Dream 2024-05-09
China Standard High Efficiency with Electric Vacuum Pump RS-2 vacuum pump
Product Description
| Item | Double Stages rotary vane air Vacuum Pump |
| Voltage | 110V/60HZ 220V/50HZ |
| Free Air Displacement | 12/10 CFM |
| Ultimate Vacuum | 0.3pa |
| Rotating Speed | 1720/1440 |
| Power(HP) | 1 |
| Oil Capacity(ml) | 500 |
| Dimension(mm) | 430X142X280 |
| Weight(kg) | 17 |
| Pcakage | One or 2 sets packed in a Canton |
| Payment Terms | T/T L/C West Union |
| Certificate | CE |
HangZhou CHINAMFG Refrigeration Technology Co., Ltd. is a large modern chemical enterprise specializing in manufacturing, researching and exporting high purity fluoro-chemicals, fine chemicals, hydrocarbon chemicals, etc. Its headquarter locates in ZheJiang capital HangZhou city, and has 2 profound manufacturing bases, separately in HangZhou City of ZheJiang Province and HangZhou city of ZHangZhoug Province. Our company takes “Science and Technology, Environmental Protection, Internationalization” as development direction and “First-class Technology, First-class Quality, First-class Service, First-class Efficiency” as service tenet.
Main Products:
R22 , R134A , R410A , R407c , R507 , R404A , R600 Refrigerant Gas, Manifold Gauge ,vacuum pump, compressor,etc.
Customer’s satisfactory is our forever pursue
FAQ:
Q: If there’s space for you to lower the price?
A: The price in that field is changeable, so, fell free to ask for latest price and I’ll provide you the lowest.
Q: Could I use my own LOGO or design on goods?
A: Customized logo and design on mass production are available.
Q: Can I visit your factory?
A: Sure, welcome any time. We can also pick you up at air port and station.
Q: What is the delivery time?
A: One week for sample, 15 to 20 days for mass production.
Q: How about the payment term?
A: TT,L/C at sight, Paypal,Western Union, etc. Normally 30% T/T in advance, 30% TT before shipment, the balance against the copy of B/L in 7 days.
Q: How much discount can you offer?
A: We will do our best to offer the competitive price,usually the discount depends on th quantity.
Q:The shipping fare costs too much ,can you make it cheaper for us?
A: We will try our best to negotiate with shipping company,we save every penny for our customers,if it is possible ,you can desinate your own shipping agency.
Q: Can I trust you?
A: Absolutely YES. We are “made in china” verified supplier.
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| Oil or Not: | Oil |
|---|---|
| Structure: | Rotary Vacuum Pump |
| Vacuum Degree: | High Vacuum |
| Working Conditions: | Dry |
| Specification: | 7kg |
| Trademark: | Henbin |
| Samples: |
US$ 40/Piece
1 Piece(Min.Order) | |
|---|
| Customization: |
Available
|
|
|---|
What Are the Advantages of Using Oil-Sealed Vacuum Pumps?
Oil-sealed vacuum pumps offer several advantages in various applications. Here’s a detailed explanation:
1. High Vacuum Performance: Oil-sealed vacuum pumps are known for their ability to achieve high levels of vacuum. They can create and maintain deep vacuum levels, making them suitable for applications that require a low-pressure environment. The use of oil as a sealing and lubricating medium helps in achieving efficient vacuum performance.
2. Wide Operating Range: Oil-sealed vacuum pumps have a wide operating range, allowing them to handle a broad spectrum of vacuum levels. They can operate effectively in both low-pressure and high-vacuum conditions, making them versatile for different applications across various industries.
3. Efficient and Reliable Operation: These pumps are known for their reliability and consistent performance. The oil-sealed design provides effective sealing, preventing air leakage and maintaining a stable vacuum level. They are designed to operate continuously for extended periods without significant performance degradation, making them suitable for continuous industrial processes.
4. Contamination Handling: Oil-sealed vacuum pumps are effective in handling certain types of contaminants that may be present in the process gases or air being evacuated. The oil acts as a barrier, trapping and absorbing certain particulates, moisture, and chemical vapors, preventing them from reaching the pump mechanism. This helps protect the pump internals from potential damage and contributes to the longevity of the pump.
5. Thermal Stability: The presence of oil in these pumps helps in dissipating heat generated during operation, contributing to their thermal stability. The oil absorbs and carries away heat, preventing excessive temperature rise within the pump. This thermal stability allows for consistent performance even during prolonged operation and helps protect the pump from overheating.
6. Noise Reduction: Oil-sealed vacuum pumps generally operate at lower noise levels compared to other types of vacuum pumps. The oil acts as a noise-damping medium, reducing the noise generated by the moving parts and the interaction of gases within the pump. This makes them suitable for applications where noise reduction is desired, such as laboratory environments or noise-sensitive industrial settings.
7. Versatility: Oil-sealed vacuum pumps are versatile and can handle a wide range of gases and vapors. They can effectively handle both condensable and non-condensable gases, making them suitable for diverse applications in industries such as chemical processing, pharmaceuticals, food processing, and research laboratories.
8. Cost-Effective: Oil-sealed vacuum pumps are often considered cost-effective options for many applications. They generally have a lower initial cost compared to some other types of high-vacuum pumps. Additionally, the maintenance and operating costs are relatively lower, making them an economical choice for industries that require reliable vacuum performance.
9. Simplicity and Ease of Maintenance: Oil-sealed vacuum pumps are relatively simple in design and easy to maintain. Routine maintenance typically involves monitoring oil levels, changing the oil periodically, and inspecting and replacing worn-out parts as necessary. The simplicity of maintenance procedures contributes to the overall cost-effectiveness and ease of operation.
10. Compatibility with Other Equipment: Oil-sealed vacuum pumps are compatible with various process equipment and systems. They can be easily integrated into existing setups or used in conjunction with other vacuum-related equipment, such as vacuum chambers, distillation systems, or industrial process equipment.
These advantages make oil-sealed vacuum pumps a popular choice in many industries where reliable, high-performance vacuum systems are required. However, it’s important to consider specific application requirements and consult with experts to determine the most suitable type of vacuum pump for a particular use case.
Can Vacuum Pumps Be Used for Soil and Groundwater Remediation?
Vacuum pumps are indeed widely used for soil and groundwater remediation. Here’s a detailed explanation:
Soil and groundwater remediation refers to the process of removing contaminants from the soil and groundwater to restore environmental quality and protect human health. Vacuum pumps play a crucial role in various remediation techniques by facilitating the extraction and treatment of contaminated media. Some of the common applications of vacuum pumps in soil and groundwater remediation include:
1. Soil Vapor Extraction (SVE): Soil vapor extraction is a widely used remediation technique for volatile contaminants present in the subsurface. It involves the extraction of vapors from the soil by applying a vacuum to the subsurface through wells or trenches. Vacuum pumps create a pressure gradient that induces the movement of vapors towards the extraction points. The extracted vapors are then treated to remove or destroy the contaminants. Vacuum pumps play a vital role in SVE by maintaining the necessary negative pressure to enhance the volatilization and extraction of contaminants from the soil.
2. Dual-Phase Extraction (DPE): Dual-phase extraction is a remediation method used for the simultaneous extraction of both liquids (such as groundwater) and vapors (such as volatile organic compounds) from the subsurface. Vacuum pumps are utilized to create a vacuum in extraction wells or points, drawing out both the liquid and vapor phases. The extracted groundwater and vapors are then separated and treated accordingly. Vacuum pumps are essential in DPE systems for efficient and controlled extraction of both liquid and vapor-phase contaminants.
3. Groundwater Pumping and Treatment: Vacuum pumps are also employed in groundwater remediation through the process of pumping and treatment. They are used to extract contaminated groundwater from wells or recovery trenches. By creating a vacuum or negative pressure, vacuum pumps facilitate the flow of groundwater towards the extraction points. The extracted groundwater is then treated to remove or neutralize the contaminants before being discharged or re-injected into the ground. Vacuum pumps play a critical role in maintaining the required flow rates and hydraulic gradients for effective groundwater extraction and treatment.
4. Air Sparging: Air sparging is a remediation technique used to treat groundwater and soil contaminated with volatile organic compounds (VOCs). It involves the injection of air or oxygen into the subsurface to enhance the volatilization of contaminants. Vacuum pumps are utilized in air sparging systems to create a vacuum or negative pressure zone in wells or points surrounding the contaminated area. This induces the movement of air and oxygen through the soil, facilitating the release and volatilization of VOCs. Vacuum pumps are essential in air sparging by maintaining the necessary negative pressure gradient for effective contaminant removal.
5. Vacuum-Enhanced Recovery: Vacuum-enhanced recovery, also known as vacuum-enhanced extraction, is a remediation technique used to recover non-aqueous phase liquids (NAPLs) or dense non-aqueous phase liquids (DNAPLs) from the subsurface. Vacuum pumps are employed to create a vacuum or negative pressure gradient in recovery wells or trenches. This encourages the movement and extraction of NAPLs or DNAPLs towards the recovery points. Vacuum pumps facilitate the efficient recovery of these dense contaminants, which may not be easily recoverable using traditional pumping methods.
It’s important to note that different types of vacuum pumps, such as rotary vane pumps, liquid ring pumps, or air-cooled pumps, may be used in soil and groundwater remediation depending on the specific requirements of the remediation technique and the nature of the contaminants.
In summary, vacuum pumps play a vital role in various soil and groundwater remediation techniques, including soil vapor extraction, dual-phase extraction, groundwater pumping and treatment, air sparging, and vacuum-enhanced recovery. By creating and maintaining the necessary pressure differentials, vacuum pumps enable the efficient extraction, treatment, and removal of contaminants, contributing to the restoration of soil and groundwater quality.
What Is a Vacuum Pump, and How Does It Work?
A vacuum pump is a mechanical device used to create and maintain a vacuum or low-pressure environment within a closed system. Here’s a detailed explanation:
A vacuum pump operates on the principle of removing gas molecules from a sealed chamber, reducing the pressure inside the chamber to create a vacuum. The pump accomplishes this through various mechanisms and techniques, depending on the specific type of vacuum pump. Here are the basic steps involved in the operation of a vacuum pump:
1. Sealed Chamber:
The vacuum pump is connected to a sealed chamber or system from which air or gas molecules need to be evacuated. The chamber can be a container, a pipeline, or any other enclosed space.
2. Inlet and Outlet:
The vacuum pump has an inlet and an outlet. The inlet is connected to the sealed chamber, while the outlet may be vented to the atmosphere or connected to a collection system to capture or release the evacuated gas.
3. Mechanical Action:
The vacuum pump creates a mechanical action that removes gas molecules from the chamber. Different types of vacuum pumps use various mechanisms for this purpose:
– Positive Displacement Pumps: These pumps physically trap gas molecules and remove them from the chamber. Examples include rotary vane pumps, piston pumps, and diaphragm pumps.
– Momentum Transfer Pumps: These pumps use high-speed jets or rotating blades to transfer momentum to gas molecules, pushing them out of the chamber. Examples include turbomolecular pumps and diffusion pumps.
– Entrapment Pumps: These pumps capture gas molecules by adsorbing or condensing them on surfaces or in materials within the pump. Cryogenic pumps and ion pumps are examples of entrainment pumps.
4. Gas Evacuation:
As the vacuum pump operates, it creates a pressure differential between the chamber and the pump. This pressure differential causes gas molecules to move from the chamber to the pump’s inlet.
5. Exhaust or Collection:
Once the gas molecules are removed from the chamber, they are either exhausted into the atmosphere or collected and processed further, depending on the specific application.
6. Pressure Control:
Vacuum pumps often incorporate pressure control mechanisms to maintain the desired level of vacuum within the chamber. These mechanisms can include valves, regulators, or feedback systems that adjust the pump’s operation to achieve the desired pressure range.
7. Monitoring and Safety:
Vacuum pump systems may include sensors, gauges, or indicators to monitor the pressure levels, temperature, or other parameters. Safety features such as pressure relief valves or interlocks may also be included to protect the system and operators from overpressure or other hazardous conditions.
It’s important to note that different types of vacuum pumps have varying levels of vacuum they can achieve and are suitable for different pressure ranges and applications. The choice of vacuum pump depends on factors such as the required vacuum level, gas composition, pumping speed, and the specific application’s requirements.
In summary, a vacuum pump is a device that removes gas molecules from a sealed chamber, creating a vacuum or low-pressure environment. The pump accomplishes this through mechanical actions, such as positive displacement, momentum transfer, or entrapment. By creating a pressure differential, the pump evacuates gas from the chamber, and the gas is either exhausted or collected. Vacuum pumps play a crucial role in various industries, including manufacturing, research, and scientific applications.
editor by Dream 2024-05-09
China high quality Roots Vacuum Pumps for Metallurgical, Petrochemical, Papermaking, Food, and Electronic Industries vacuum pump electric
Product Description
Product Description
Roots pump is a kind of vacuum pump without internal compression. It is a vacuum pump that realizes air extraction by moving gas under the pushing action of synchronous and reverse rotation of a pair of “8” shaped rotors in the pump cavity. Generally, the pumping rate is large and the power of the motor is small, so the front pump is required to pre pump. After the front pump reaches the specified vacuum degree, start the roots vacuum pump to improve the pumping speed and vacuum degree. Its structure and working principle are similar to roots blower. During operation, its suction is connected with the evacuated container or the main pump of vacuum system. There is no contact between rotors of Roots vacuum pump and between rotors and pump casing.
Our Advantages
The running parts in the pump have no friction, no lubrication, and there is no oil in the pump cavity, so a clean vacuum can be obtained.
2 leaf involute cycloid profile, high-precision machining to ensure smooth and quiet operation.
the gas in the pump chamber flows vertically, which is conducive to the discharge of dust and condensate in the pumped gas.
. The high-strength rotor with complete symmetry and precise dynamic balance operates stably and reliably.
high precision gear, imported bearing, low vibration and noise.
the new omni-directional three-dimensional water-cooling jacket design can effectively cool the pump body and greatly prolong the service life of the pump.
the overflow surface can be plated with shackles, Hastelloy and PTFE, which can adapt to corrosive environments with different strengths.
it is convenient to form roots vacuum unit with liquid ring vacuum pump, rotary vane vacuum pump and dry vacuum pump.
Typical Use
——Oil and gas recovery. ——Biological medicine ——Food Processing —— Single crystal furnace
——Vacuum forming ——Vacuum flame refining ——Electronic photovoltaic. ——Semiconductor synthesis
Product Parameters
| Type | Pumping Speed L/S | Maximum allowable differential pressure (Pa) | Pump Speed(RPM) | Inlet Diameter(mm) | Outlet Diameter(mm) | Motor Power(kw) |
| ZJB-70 | 70 | 8000 | 2850 | 80 | 50 | 1.5 |
| ZJB-150 | 150 | 6000 | 2850 | 100 | 80 | 3 |
| ZJB-300 | 300 | 5000 | 2900 | 150 | 100 | 4 |
| ZJB-600 | 600 | 4000 | 2900 | 200 | 150 | 5.5Z7.5 |
| ZJ-1200 | 1200 | 3000 | 2900 | 250 | 200 | 11/15 |
| ZJ-2500 | 2500 | 2600 | 2900 | 300 | 250 | 22 |
| ZJ-3750 | 3750 | 2600 | 1450 | 350 | 350 | 30 |
| ZJ-5000 | 5000 | 2600 | 1450 | 400 | 400 | 45 |
Detailed Photos
Vacuum pump is used in the field of chemical and pharmaceutical factory
General Manager Speech
Deeply cultivate the vacuum technology, and research,develop and manufacture the vacuum equipment to provide the best solution in the vacuum field and make the vacuum application easier.
Company Profile
ZheJiang Kaien Vacuum Technology Co., Ltd. is a high-tech enterprise integrating R & D, production and operation of vacuum equipment. The company has strong technical force, excellent equipment and considerate after-sales service. The product manufacturing process is managed in strict accordance with IS09001 quality system. It mainly produces and sells screw vacuum pump, roots pump, claw vacuum pump, runoff vacuum pump, scroll pump, water ring vacuum pump, vacuum unit and other vacuum systems.
New plant plHangZhou
The company’s products have been for a number of food, medicine, refrigeration, drying plants and a number of transformer related equipment manufacturers for vacuum equipment. The products are widely used in vacuum drying and dehydration, kerosene vapor phase drying, vacuum impregnation, vacuum metallurgy, vacuum coating, vacuum evaporation, vacuum concentration, oil and gas recovery, etc.
High precision machining equipment
The company cooperates with colleges and universities to research and develop core technologies, and owns dozens of independent intellectual property patents. Adhering to the basic tenet of quality, reputation and service, the company takes leading-edge technology of vacuum pump as its own responsibility, and wholeheartedly serves customers of vacuum equipment application in various industries with rigorous working attitude and professional working style.
Product quality wins consumer cooperationIn shipment ISO 9001
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| After-sales Service: | Lifetime Paid Service |
|---|---|
| Warranty: | One Year |
| Oil or Not: | Oil Free |
| Structure: | Screw |
| Exhauster Method: | Entrapment Vacuum Pump |
| Vacuum Degree: | High Vacuum |
| Customization: |
Available
|
|
|---|

What Is the Significance of Roots Vacuum Pumps in the Aerospace Sector?
Roots vacuum pumps play a significant role in various applications within the aerospace sector. Here’s a detailed explanation:
1. Space Simulation Chambers:
– Vacuum Simulation: Roots vacuum pumps are utilized in space simulation chambers to create and maintain vacuum conditions similar to the space environment. These chambers are used to test and simulate the performance of aerospace components and systems under low-pressure conditions, including the effects of vacuum on materials, electronics, and mechanical systems.
– Thermal Vacuum Testing: Roots pumps are crucial in thermal vacuum testing, where aerospace components and systems are subjected to extreme temperature and vacuum conditions. The pumps help evacuate the test chamber and maintain the required vacuum level, enabling accurate thermal testing and evaluation of aerospace equipment’s performance and functionality in space-like conditions.
2. Propellant Handling and Storage:
– Rocket Engine Testing: Roots vacuum pumps are employed in rocket engine testing facilities for propellant handling and storage. They assist in creating a vacuum environment during the propellant loading and purging processes, ensuring the removal of air or contaminants from the propellant tanks and lines. This helps maintain the propellant’s quality and prevents potential issues, such as cavitation or gas bubble formation, that could affect engine performance.
– Fuel Systems: Roots pumps are used in aerospace fuel systems to evacuate and degas the fuel tanks, ensuring the removal of air or gas bubbles that may compromise fuel delivery and engine operation. These pumps contribute to the overall efficiency, reliability, and safety of fuel systems in aerospace vehicles.
3. Environmental Control Systems (ECS):
– Cabin Pressure Control: Roots vacuum pumps are utilized in the environmental control systems of aircraft and spacecraft to help control cabin pressure. By creating a vacuum or adjusting the air circulation, these pumps assist in maintaining the desired cabin pressure levels, ensuring passenger comfort, and providing a safe and controlled environment during flight.
4. Avionics and Electronics:
– Electronic Component Testing: Roots vacuum pumps are employed in the testing and validation of avionics and electronic components used in aerospace applications. These pumps assist in creating a controlled vacuum environment during testing, allowing engineers to evaluate the performance, reliability, and durability of electronic systems under low-pressure conditions.
– Vacuum Encapsulation: In certain aerospace applications, electronic components or circuits may require vacuum encapsulation for protection against harsh environmental conditions, including high altitude, temperature variations, or moisture. Roots vacuum pumps are utilized to create the necessary vacuum environment for the encapsulation process, ensuring the integrity and longevity of sensitive electronics.
5. Space Propulsion Systems:
– Ion Thrusters and Electric Propulsion: Roots vacuum pumps are integral components of ion thrusters and electric propulsion systems used in spacecraft. These pumps aid in the creation and maintenance of the high vacuum conditions required for the operation of these advanced propulsion technologies. They contribute to the efficient exhaust gas removal, ensuring optimal thrust generation and fuel efficiency.
6. Satellite Manufacturing and Testing:
– Satellite Chamber Evacuation: Roots vacuum pumps are utilized in satellite manufacturing and testing facilities for the evacuation of satellite chambers. These pumps help create the required vacuum conditions during satellite assembly, testing, and payload integration, ensuring the cleanliness, functionality, and performance of satellite systems and instruments.
In summary, Roots vacuum pumps have significant significance in the aerospace sector. They are utilized in space simulation chambers, propellant handling and storage, environmental control systems, avionics and electronics testing, space propulsion systems, and satellite manufacturing and testing. By creating and maintaining vacuum conditions, Roots pumps contribute to the performance, reliability, and safety of aerospace components, systems, and vehicles. They play a vital role in supporting space exploration, satellite communication, and the advancement of aerospace technologies.
How Do Roots Vacuum Pumps Differ from Other Types of Vacuum Pumps?
Roots vacuum pumps, also known as Roots blowers or rotary lobe pumps, have distinct characteristics that set them apart from other types of vacuum pumps. Here’s a detailed explanation of the differences between Roots vacuum pumps and other common types of vacuum pumps:
1. Operating Principle: Roots vacuum pumps operate based on the principle of positive displacement. They use synchronized rotating lobes to trap and compress gas, resulting in the creation of a pressure differential that generates vacuum. Other types of vacuum pumps, such as rotary vane pumps, liquid ring pumps, and diffusion pumps, operate on different principles, such as rotor rotation, liquid sealing, or molecular diffusion.
2. Pumping Mechanism: Roots vacuum pumps are non-contacting pumps, meaning there is no physical contact between the lobes or between the lobes and the housing. This eliminates the need for lubrication within the pump and reduces the risk of contamination or oil vapor backstreaming into the vacuum system. In contrast, many other types of vacuum pumps rely on a sealing mechanism that involves physical contact between moving parts, requiring lubrication to maintain proper operation.
3. Pumping Speed: Roots vacuum pumps are known for their high pumping speed, which refers to the rate at which they can remove gas from a vacuum system. They excel at handling large volumes of gas efficiently. This makes Roots vacuum pumps suitable for applications that require rapid evacuation or continuous extraction of gases. Other types of vacuum pumps may have different pumping speeds depending on their design and intended applications.
4. Vacuum Level: While Roots vacuum pumps are efficient at generating rough vacuum levels, typically in the range of 10 to 1,000 mbar, they are not capable of achieving high vacuum levels on their own. They are often used in conjunction with other vacuum pumps, such as rotary vane pumps or diffusion pumps, in hybrid or combination pumping systems to achieve higher vacuum levels. In contrast, other types of vacuum pumps, such as turbomolecular pumps or cryogenic pumps, are designed specifically for achieving and maintaining high vacuum levels.
5. Gas Handling: Roots vacuum pumps have a large gas handling capacity and can handle a wide range of gases, including clean air, corrosive gases, and vapors. Their robust construction and ability to handle gas with particulates or liquids make them suitable for applications in various industries. Other types of vacuum pumps may have limitations in terms of the types of gases they can handle or may require additional equipment or treatments to handle specific gases.
6. Applications: Roots vacuum pumps find applications in a wide range of industrial processes, including chemical processing, pharmaceuticals, food processing, environmental technology, semiconductor manufacturing, packaging, and research laboratories. Other types of vacuum pumps, such as turbomolecular pumps, cryogenic pumps, or scroll pumps, may be more commonly used in specific industries or applications where their unique operating principles or capabilities are advantageous.
It’s important to note that the selection of a vacuum pump depends on various factors, including the desired vacuum level, gas composition, pumping speed requirements, application-specific considerations, and budget constraints. Different types of vacuum pumps offer distinct advantages and are chosen based on the specific requirements of the application.
In summary, Roots vacuum pumps differ from other types of vacuum pumps in terms of their operating principle, pumping mechanism, pumping speed, vacuum level capabilities, gas handling capacity, and applications. Understanding these differences helps in selecting the most suitable vacuum pump for a particular industrial process or application.
editor by Dream 2024-05-09
China high quality Vacuum Distillation Roots Pump Being in a Larger Working Range vacuum pump electric
Product Description
| Model | Suction capacity (L/S) |
Limit vacuum (≤Pa) |
Speed (rpm) |
Motor Power (kw) |
Inlet Dia. (mm) |
Outlet Dia. (mm) |
Weight (Kg) |
Recommended backing pump model |
| ZJ-70 | 70 | 6×10-2 | 2780 | 1.5 | 80 | 50 | 87 | 2X-8 |
| ZJB-70 | 5×10-2 | 100 | ||||||
| ZJ-150A | 150 | 6×10-2 | 2900 | 3 | 100 | 100 | 198 | 2X-15 |
| ZJB-150 | 5×10-2 | 215 | ||||||
| ZJ-300 | 300 | 6×10-2 | 1450 | 4 | 150 | 150 | 490 | 2X-30A |
| ZJB-300 | 5×10-2 | 480 | ||||||
| ZJ-600 | 600 | 6×10-2 | 2900 | 5.5 | 150 | 150 | 490 | 2X-70A |
| ZJB-600 | 5×10-2 | 503 | ||||||
| ZJ-1200A | 1200 | 6×10-2 | 1450 | 11 | 300 | 300 | 1550 | 2X-70A (2sets) |
| ZJB-1200 | 5×10-2 | 250 | 250 | 1580 |
JZB Roots vacuum pump
1. Construction features and working principle of the pump:
Model ZJ Mechanical Booster Pump, also known as a Roots pump, is a volumetric pump.
It employs a pair of rotors, identical and in 8-figure with certain clearance between them
in the pump housing, rotating at the same speed in opposite directions to perform
function of suction and discharge of gas. The 2 rotors are supported by rolling bearings
in the end covers of the pump, rotating at high speed and are kept at a
fixed relative position by a pair of timing gears. The end clearance between rotors and
end covers are fixed by adjustable metal shims between the bearing housings and the
end cover at the fixed end, which ensures one-direction expansion of the rotor when
temperature rises during its operation.
Four sets of inner seals (also known as piston ring) in the 2 end covers prevent lube oil
entering into the pump housing. The shaft seal at the front-end cover, also called as
framework oil seal or shaft seal, prevents leakage of air into the pump housing.
In order to reduce temperature of the pump, all models of pumps (expect the two
smallest models) are equipped with a gearbox cooler and front-end cover cooler.
Power is transmitted through a coupling or V-belt from the motor to the driving shaft of
the pump and then through synchronizing gears to the driven shaft
Product’s Application
Product Display
Company Power
FAQ
1.Q:Are you a manufacturer or trading company?
A: We are a professional vacuum pump manufacturer with over 32 year experience. We have 2 factories now which cover more than 33333 square meters,we have rich experience in CHINAMFG liquid industry , Welcome to visit our factory at your time.
2.Q:Do you have minimum order quantity request?
A: for spare parts we have no MOQ,but for whole set equipment of course 1 set is the minimum.
3.Q:Do you have certificates?
A: Yes, we have CE, ISO,SGS.etc. certificates.
5.Q:How to pay?
A:T/T and Alibaba Payment is acceptable.
6.Q:How to pack the products?
A: We use standard export package. If you have special package requirements, we will pack as you required, but the fees will be paid by customers.
7.Q: What about your delivery time?
A: It depends on your pump quantity. Generally 15 days after we receive the prepayment. We will confirm you again when we start to produce.
8.Q:How to install after the equipment arriving destination?
A: We will sent the operating instruction with goods to you.Please strictly follow the instructions for installation
9.Q: How long does your product quality warranty last?
A: 12 months for all our products against any non-artificial quality problem since the product leave our factory.
10.Q: What will you do with quality complaint?
A: We have a complete set of microcomputer controlled testing system(All products are subject to tested before delivery. No product that failed performance test leaves our factory.
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| Warranty: | 12 Months |
|---|---|
| Oil or Not: | Oil |
| Structure: | Singel Stage |
| Exhauster Method: | Roots Vacuum Pump |
| Vacuum Degree: | Low Vacuum |
| Work Function: | Mainsuction Pump |
| Customization: |
Available
|
|
|---|
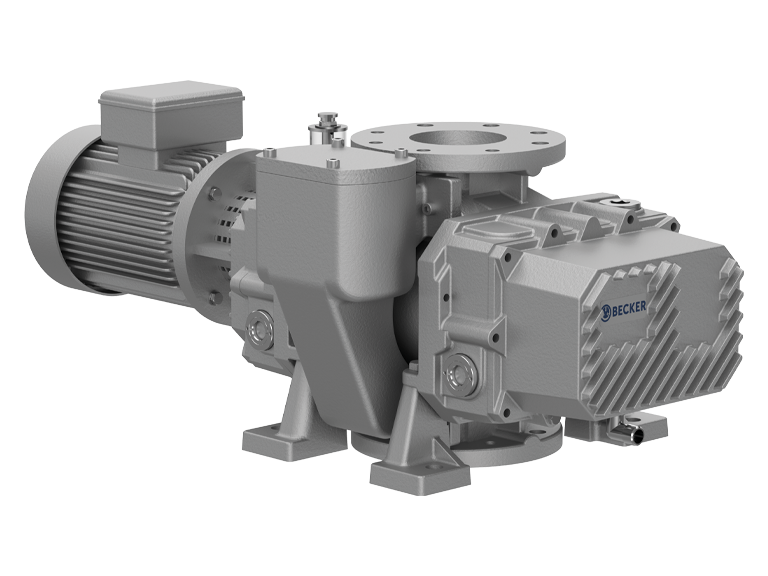
Can Roots Vacuum Pumps Be Used for Vacuum Impregnation in Manufacturing?
Yes, Roots vacuum pumps can be used for vacuum impregnation in manufacturing. Here’s a detailed explanation:
1. Vacuum Impregnation in Manufacturing: Vacuum impregnation is a process used in manufacturing to fill porous materials or components with a liquid or resin. It is commonly employed to enhance the properties of materials by improving their strength, sealing capability, or resistance to chemicals or corrosion. The process involves placing the porous material in a vacuum chamber and removing the air or gas trapped within its pores. Once a vacuum is established, a liquid or resin is introduced, and the vacuum is released, allowing the material to absorb the impregnating substance.
2. Role of Roots Vacuum Pumps: Roots vacuum pumps play a crucial role in the vacuum impregnation process by creating and maintaining the required vacuum conditions. Here’s how they contribute:
– Evacuation: Roots pumps are used to evacuate the impregnation chamber, removing the air and gas from within the pores of the porous material. By creating a vacuum, the trapped gases are extracted, creating a void space for the impregnating substance to penetrate.
– Pressure Control: Roots pumps help control the pressure within the impregnation chamber during different stages of the process. They can rapidly achieve and maintain the desired vacuum level, ensuring proper impregnation of the material and preventing the formation of air bubbles or voids.
– Gas Removal: Roots pumps effectively remove gases released from the impregnating substance during the impregnation process. As the liquid or resin fills the pores of the porous material, gases may be released due to the reaction or outgassing. The vacuum pump evacuates these gases, preventing their accumulation and ensuring complete impregnation.
3. Advantages of Roots Vacuum Pumps for Vacuum Impregnation:
– High Pumping Speed: Roots vacuum pumps have a high pumping speed, enabling rapid evacuation of the impregnation chamber. This reduces the overall impregnation cycle time, increasing manufacturing throughput and efficiency.
– Large Volume Handling: Roots pumps are capable of handling large volumes of gas, allowing them to evacuate chambers of different sizes effectively. This is advantageous when impregnating large or complex-shaped components that require a significant amount of impregnating substance.
– Continuous Operation: Roots pumps can operate continuously, maintaining the vacuum conditions required for impregnation throughout the process. This ensures consistent impregnation results and reduces the risk of incomplete impregnation or material defects.
– Compatibility with Impregnating Substances: Roots vacuum pumps are compatible with a wide range of impregnating substances, including resins, oils, solvents, and other liquids. They can handle different chemical compositions and provide a clean and efficient environment for the impregnation process.
4. Considerations for Vacuum Impregnation:
– Material Compatibility: It is essential to consider the compatibility of the porous material with the impregnating substance and the impregnation process itself. Some materials may require pre-treatment or surface preparation before impregnation. The choice of impregnating substance should also align with the material’s properties and intended application.
– Process Parameters: Vacuum impregnation involves controlling various process parameters, such as vacuum level, impregnation time, pressure release, and curing conditions. These parameters may vary depending on the material, impregnating substance, and desired impregnation results. Proper process optimization and control are crucial for achieving consistent and reliable impregnation outcomes.
– System Design: The design of the vacuum impregnation system should consider factors such as chamber size, gas flow rates, vacuum pump capacity, and pressure control mechanisms. Proper system design ensures efficient operation, reliable vacuum conditions, and effective impregnation of the porous material.
In summary, Roots vacuum pumps are well-suited for vacuum impregnation in manufacturing. Their high pumping speed, large volume handling capability, continuous operation, and compatibility with impregnating substances make them effective in creating and maintaining the required vacuum conditions for successful impregnation. By considering material compatibility, process parameters, and system design, Roots vacuum pumps contribute to the efficient and reliable impregnation of porous materials in various manufacturing applications.
What Are the Primary Applications of Roots Vacuum Pumps?
Roots vacuum pumps, also known as Roots blowers or rotary lobe pumps, are utilized in a variety of industrial applications where efficient and reliable vacuum generation is required. Here’s a detailed explanation of the primary applications of Roots vacuum pumps:
1. Chemical Processing: Roots vacuum pumps find extensive use in the chemical processing industry. They are employed for processes such as vacuum distillation, solvent recovery, drying, and degassing. Their high pumping speed and ability to handle corrosive gases make them suitable for handling various chemical vapors and byproducts.
2. Pharmaceuticals: In the pharmaceutical industry, Roots vacuum pumps are utilized for applications such as vacuum drying, tablet coating, freeze drying, and vacuum packaging. Their oil-free operation ensures a clean and contaminant-free vacuum environment, which is crucial for pharmaceutical manufacturing processes.
3. Food Processing: Roots vacuum pumps play a significant role in the food processing industry. They are employed for vacuum packaging, vacuum cooling, and vacuum drying of food products. The oil-free operation of Roots vacuum pumps ensures food safety and eliminates the risk of contamination.
4. Environmental Technology: Roots vacuum pumps are utilized in environmental technology applications, including wastewater treatment, biogas processing, and air pollution control. They are employed to extract gases, control emissions, and facilitate the treatment and purification of air and water.
5. Semiconductor Manufacturing: In the semiconductor industry, Roots vacuum pumps are used for processes such as ion implantation, physical vapor deposition (PVD), chemical vapor deposition (CVD), and etching. Their high pumping speed and oil-free operation are crucial for maintaining clean vacuum conditions required in semiconductor fabrication.
6. Packaging and Printing: Roots vacuum pumps are employed in packaging and printing applications. They are used for vacuum packaging of products, vacuum forming of packaging materials, and in printing presses for paper handling and ink transfer.
7. Automotive Industry: Roots vacuum pumps find application in the automotive industry for processes such as brake system vacuum assist, crankcase ventilation, and emissions control systems. They help create vacuum conditions required for the operation of various automotive systems.
8. Research and Laboratory: Roots vacuum pumps are utilized in research laboratories and scientific facilities for a wide range of applications. They are used in vacuum ovens, freeze dryers, vacuum filtration, electron microscopy, surface analysis, and other laboratory processes that require controlled vacuum environments.
9. Energy Industry: In the energy sector, Roots vacuum pumps are used for applications such as steam turbine condenser air extraction, transformer drying, and vacuum impregnation of electrical components. They help maintain proper vacuum conditions for efficient and reliable operation of energy systems.
These are some of the primary applications where Roots vacuum pumps are commonly used. Their high pumping speed, large gas handling capacity, oil-free operation, reliability, and versatility make them suitable for a wide range of industrial processes that require efficient and reliable vacuum generation.
editor by Dream 2024-05-09
China Hot selling Customized 0.75kw Power Electric Roots Vacuum Air Pump for Industrial Boilers vacuum pump
Product Description
Customized 0.75kw Power Electric Roots Vacuum Air Pump for Industrial Boilers
Product Description
Product Parameters
|
Model |
ZJ-30 |
ZJ-70 |
ZJ-150 |
ZJ-300 |
ZJ-600 |
ZJ-1200 |
ZJ-2500 |
ZJ-5000 |
|
Ultimate total pressure(Pa) |
0.05 |
0.05 |
0.05 |
0.05 |
0.05 |
0.05 |
0.05 |
0.05 |
|
Motor Power(Kw) |
0.75 |
1.5 |
3 |
4 |
7.5 |
11 |
22 |
45 |
|
Nominal Motor speed(rpm) |
2850 |
2850 |
2870 |
1450 |
2900 |
1400 |
2880 |
1450 |
|
Nominal Motor current(A) |
1.8 |
3.4 |
6.2 |
15.4 |
14.8 |
22.3 |
41 |
84.7 |
|
Pumping size(mm) |
650X315X255 |
770X315X255 |
1060X462X380 |
1330X556X505 |
1410X556X505 |
1710X1070X850 |
1820X1070X850 |
2700X1200X1100 |
|
Weight (with oil filling)kg |
76 |
96 |
200 |
502 |
520 |
1550 |
1620 |
4000 |
|
Type of protection(IP) |
55 |
55 |
55 |
55 |
55 |
55 |
55 |
55 |
Detailed Photos
Roots vacuum pump (abbreviated as Roots pump) is a rotary variable capacity vacuum pump without internal compression. It utilizes 2 8-shaped rotors to rotate in the pump casing to generate suction and exhaust effects. Its principle is similar to that of a Roots blower. Due to its operation in a low pressure range, the gas molecules have a large free range, and the resistance of gas leakage through small slits is high, so it can achieve a high compression ratio and can be used as a booster vacuum pump; But it cannot directly discharge the gas into the atmosphere alone, and needs to be used in series with the front stage vacuum pump. The extracted gas is carried into the atmosphere through the front stage vacuum pump.
Roots pumps are widely used in vacuum degassing, vacuum melting, vacuum treatment of molten steel in the vacuum metallurgy industry, as well as in devices such as space simulation and low-density wind tunnels to extract corrosive gases. It can also be used in production processes such as distillation, evaporation, and drying in industries such as chemical, food, pharmaceutical, and motor manufacturing.
The ZJ series Roots vacuum pump is a rotary variable capacity vacuum pump that requires a front stage pump to be used. It has a large pumping speed in a wide pressure range in China and is not sensitive to dust and water vapor in the extracted gas. It is widely used in industries such as metallurgy, chemical industry, food, and electronic coating.
Company Profile
HangZhou Sifang Vacuum Equipment Co., Ltd. specializes in the production of vacuum furnaces, vacuum pumps, steel drums and other products.”Sifang” is the registered trademark of the company’s products.
our company is 1 professional vacuum equipment manufacturer in HangZhou, China. We specialize in vacuum pumps, furnaces, systems and components for diverse applications. We produce rotary vane vacuum pumps, water ring vacuum pumps, reciprocating vacuum pumps, roots vacuum pump units, vacuum heat treatment furnaces, vacuum aluminum brazing furnaces, high temperature brazing fur- naces, vacuum sintering furnaces, monocrystalline silicon furnaces and other products. All these vacuum equipment are widely used in aviation, aerospace, military, railway, automobile, machinery, mold, electronics, metallurgy, scientific research and other fields.
We have professional engineer support, high efficiency sales team and competitive price superiority, and attract customers from all over the world, we export to over 40 countries, including Europe, Poland, Serbia, Turkey, Russia, USA, Mexico, Brazil, India, Thailand, Middle east and South Africa.
After several years’ development, We have achieved great progress, we are equipped with the AutomaticCNCmachines and multi-func- tion testing machines. Our R&D department provide the strong tech- nical support and enable us to receive some 0 E M, O D M projects. We can produce at least 3000 sets vacuum equipment per year. With our innovative and energy-efficient vacuum equipment that is put to work in a multitude of manufacturing and process applica- tions, we also offer you a comprehensive suite of CHINAMFG ser- vices to complement our products.
FAQ
1.Q: Are you a factory or trading company?
A: We are a factory and we have professional team of workers,Designers and inspectors.
2.Q:Do you accept custom?
A:Of course.We have professional teams who make your designs,photos,imagines and OEM orders into real production.
3.Q:What’s your advantages?
A: Quick response to your enquiry,
High quality control,
Reasonable price,
Timely delivery,
Excellent after-sales service,
OEM/ODM are welcome
4.Q:What’s your shipping terms?
A:If you need to ship by air,we can use DHL,UPS,FedEx,TNT or EMS.If you need to ship by sea,we have many good forwarders to work with,they can provide the best price for you.
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| After-sales Service: | Online Support |
|---|---|
| Warranty: | 1 Year |
| Oil or Not: | Oil |
| Structure: | Vacuum Pump |
| Exhauster Method: | Entrapment Vacuum Pump |
| Vacuum Degree: | Vacuum |
| Customization: |
Available
|
|
|---|

How Are Roots Vacuum Pumps Utilized in the Automotive Industry?
Roots vacuum pumps play a significant role in various applications within the automotive industry. Here’s a detailed explanation:
1. Brake System Vacuum Pumps:
– Vacuum Boosters: Roots vacuum pumps are commonly used as vacuum boosters in automotive brake systems. They assist in enhancing the braking performance by providing the necessary vacuum for power brake operation. When the driver applies the brake pedal, the vacuum booster uses the suction power generated by the Roots pump to amplify the force applied to the brake master cylinder, resulting in more effective braking.
– Electric Brake Vacuum Pumps: In modern electric or hybrid vehicles, where traditional engine-driven vacuum sources may not be available, electric brake vacuum pumps are utilized. These pumps, often based on the Roots principle, generate vacuum independently to power the brake booster and ensure reliable braking performance.
2. Emissions Control:
– Evaporative Emission Control: Roots vacuum pumps are employed in evaporative emission control systems to prevent the release of harmful vapors from the fuel system into the atmosphere. These pumps create a vacuum within the system, purging and storing fuel vapors in a canister for subsequent combustion or recycling.
– Positive Crankcase Ventilation (PCV): PCV systems, which are designed to reduce emissions and maintain the integrity of the engine, also utilize Roots vacuum pumps. These pumps draw crankcase gases and vapors, including oil mist, from the engine’s crankcase into the intake manifold for combustion, improving overall engine efficiency and reducing pollution.
3. Engine Testing and Development:
– Vacuum Leakage Testing: Roots vacuum pumps are utilized for vacuum leakage testing in engine manufacturing and development. By creating a vacuum in the intake manifold or other engine components, these pumps enable the detection of leaks and ensure the integrity of the engine’s air delivery system.
– Air Flow Calibration: During engine testing and calibration, Roots vacuum pumps are used to simulate various operating conditions by controlling the intake air flow. This allows engineers to fine-tune the engine’s performance, optimize fuel-air mixture ratios, and assess the engine’s efficiency and emissions characteristics.
4. HVAC Systems:
– Climate Control: Roots vacuum pumps are employed in automotive HVAC (Heating, Ventilation, and Air Conditioning) systems to facilitate the flow and distribution of air. These pumps help regulate the operation of HVAC components, such as air blend doors and vacuum actuators, ensuring proper air temperature and direction control inside the vehicle cabin.
5. Fuel System and Turbocharging:
– Fuel Transfer and Evacuation: In automotive fuel systems, Roots vacuum pumps are used for fuel transfer and evacuation. These pumps assist in priming the fuel system, removing air pockets, and ensuring the continuous flow of fuel to the engine, enhancing the overall fuel delivery performance.
– Turbocharger Control: Roots vacuum pumps are sometimes employed in turbocharged engines to control the actuation of variable geometry turbochargers (VGT). These pumps provide the necessary vacuum signals to actuate the VGT mechanism, optimizing turbocharger performance and enhancing engine efficiency.
6. Other Applications:
– Electric Vehicle Battery Systems: In electric vehicles, Roots vacuum pumps are utilized to create a vacuum in battery enclosures, helping to maintain the integrity and safety of the battery system by preventing the ingress of moisture, dust, or contaminants.
– Engine Air Induction: Some automotive engines utilize Roots-type superchargers or twin-screw superchargers, which are essentially positive displacement Roots vacuum pumps operating in reverse. These devices compress and force air into the engine’s intake manifold, resulting in increased engine power and performance.
In summary, Roots vacuum pumps find extensive utilization in the automotive industry. They play a crucial role in brake systems, emissions control, engine testing and development, HVAC systems, fuel systems, turbocharging, electric vehicle battery systems, and engine air induction. By contributing to braking performance, emissions reduction, engine calibration, HVAC functionality, fuel system efficiency, turbocharger control, battery system safety, and engine power enhancement, Roots vacuum pumps contribute significantly to the overall operation and performance of automotive systems and components.
What Is a Roots Vacuum Pump, and How Does It Work?
A Roots vacuum pump, also known as a Roots blower or a rotary lobe pump, is a type of positive displacement vacuum pump that is widely used for various industrial applications. Here’s a detailed explanation of what a Roots vacuum pump is and how it works:
A Roots vacuum pump consists of two synchronized rotors, known as lobes or impellers, that rotate in opposite directions within a housing. The lobes have a unique helical shape with multiple lobes, which allows them to trap and move gas efficiently. The rotors are synchronized with the help of timing gears to maintain precise clearances between the lobes and the housing.
The operation of a Roots vacuum pump can be described in the following steps:
1. Inlet Stage: The process begins with the lobes rotating in opposite directions. As the lobes rotate, the volume between them and the housing gradually increases, creating a larger space at the inlet side of the pump. This expansion of the volume causes the gas to enter the pump through the inlet port. The gas is drawn in due to the pressure difference between the inlet and the pump’s internal chamber.
2. Compression Stage: As the gas enters the pump, it gets trapped in the spaces between the lobes and the housing. As the lobes continue to rotate, the trapped gas gets carried along the rotating lobes. The gas is essentially trapped in the pockets formed by the lobes and the housing. The rotating lobes then compress the gas as they move towards the outlet side of the pump.
3. Outlet Stage: As the lobes approach the outlet side of the pump, the volume between them and the housing decreases, resulting in the compression of the trapped gas. This compression raises the pressure of the gas, causing it to be expelled through the outlet port of the pump. The expelled gas is then discharged into the atmosphere or directed to a downstream process or another vacuum pump, depending on the application.
It’s important to note that a Roots vacuum pump operates as a non-contacting pump, meaning that there is no physical contact between the lobes or between the lobes and the housing. This characteristic eliminates the need for lubrication within the pump and reduces the risk of contamination or oil vapor backstreaming into the vacuum system.
Roots vacuum pumps are known for their high pumping speed and ability to handle large volumes of gas. However, they are not capable of achieving high vacuum levels on their own. To achieve higher vacuum levels, a Roots pump is often used in conjunction with other vacuum pumps, such as rotary vane pumps or diffusion pumps, in a hybrid or combination pumping system.
In summary, a Roots vacuum pump operates based on the principle of positive displacement. It utilizes synchronized rotating lobes to trap and compress gas, allowing it to be discharged at a higher pressure. The non-contacting design of the pump eliminates the need for lubrication and reduces the risk of contamination. Roots vacuum pumps are commonly employed in various industrial applications, especially when high pumping speed and large gas handling capacity are required.
editor by Dream 2024-05-09
China Hot selling T67CB T6cc T67dB Vacuum Hydraulic Rotary Vane Pump with CHINAMFG vacuum pump electric
Product Description
HangZhou High-Tech Zone CHINAMFG International Trade Co., Ltd. is 1 of the largest hydraulic service provider and manufacturer in China.
We, CHINAMFG company specialize in hydraulic field more than 15 years with professional team and experienced engineer. Our own 6 factories are in HangZhou, China. We warmly welcome well qualified buyers to visit our company for investigation so as to ensure long-term cooperation and large orders signing. Of course, we are also very welcome and support consultation and purchase from retailers regardless of the amount purchased.
High performance rotary group with well-proven spherical control area offering the following advantages, self-centering.
— Low periph-eral speed — High duty roller bearing for intermettent high pressure operation.
— For continuous duty hydrostatic are availabe.
— Excellent starting characteristics.
— High power density
— Optional mounting position
— High efficient.
— Long service life robust rolling bearing.
— Drive shaft will support radial loads.
— Low noise level.
— High duty roller bearing for intermettent high pressure operation.
— For continuous duty hydrostatic are availabe.
— Excellent starting characteristics.
— High power density
— Optional mounting position
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| Type: | Vane Pump |
|---|---|
| Stock: | in Stock |
| Size: | The Same as The Original |
| Performance Evaluation: | 100% Close to The Original |
| Manufacturers: | China Suppliers |
| Transport Package: | Export Standard Wooden Case |
| Samples: |
US$ 1/Piece
1 Piece(Min.Order) | |
|---|
| Customization: |
Available
|
|
|---|

What Is the Vacuum Level and How Is It Measured in Vacuum Pumps?
The vacuum level refers to the degree of pressure below atmospheric pressure in a vacuum system. It indicates the level of “emptiness” or the absence of gas molecules in the system. Here’s a detailed explanation of vacuum level measurement in vacuum pumps:
Vacuum level is typically measured using pressure units that represent the difference between the pressure in the vacuum system and atmospheric pressure. The most common unit of measurement for vacuum level is the Pascal (Pa), which is the SI unit. Other commonly used units include Torr, millibar (mbar), and inches of mercury (inHg).
Vacuum pumps are equipped with pressure sensors or gauges that measure the pressure within the vacuum system. These gauges are specifically designed to measure the low pressures encountered in vacuum applications. There are several types of pressure gauges used for measuring vacuum levels:
1. Pirani Gauge: Pirani gauges operate based on the thermal conductivity of gases. They consist of a heated element exposed to the vacuum environment. As gas molecules collide with the heated element, they transfer heat away, causing a change in temperature. By measuring the change in temperature, the pressure can be inferred, allowing the determination of the vacuum level.
2. Thermocouple Gauge: Thermocouple gauges utilize the thermal conductivity of gases similar to Pirani gauges. They consist of two dissimilar metal wires joined together, forming a thermocouple. As gas molecules collide with the thermocouple, they cause a temperature difference between the wires, generating a voltage. The voltage is proportional to the pressure and can be calibrated to provide a reading of the vacuum level.
3. Capacitance Manometer: Capacitance manometers measure pressure by detecting the change in capacitance between two electrodes caused by the deflection of a flexible diaphragm. As the pressure in the vacuum system changes, the diaphragm moves, altering the capacitance and providing a measurement of the vacuum level.
4. Ionization Gauge: Ionization gauges operate by ionizing gas molecules in the vacuum system and measuring the resulting electrical current. The ion current is proportional to the pressure, allowing the determination of the vacuum level. There are different types of ionization gauges, such as hot cathode, cold cathode, and Bayard-Alpert gauges.
5. Baratron Gauge: Baratron gauges utilize the principle of capacitance manometry but with a different design. They consist of a pressure-sensing diaphragm separated by a small gap from a reference electrode. The pressure difference between the vacuum system and the reference electrode causes the diaphragm to deflect, changing the capacitance and providing a measurement of the vacuum level.
It’s important to note that different types of vacuum pumps may have different pressure ranges and may require specific pressure gauges suitable for their operating conditions. Additionally, vacuum pumps are often equipped with multiple gauges to provide information about the pressure at different stages of the pumping process or in different parts of the system.
In summary, vacuum level refers to the pressure below atmospheric pressure in a vacuum system. It is measured using pressure gauges specifically designed for low-pressure environments. Common types of pressure gauges used in vacuum pumps include Pirani gauges, thermocouple gauges, capacitance manometers, ionization gauges, and Baratron gauges.
\
How Do Vacuum Pumps Impact the Quality of 3D Printing?
Vacuum pumps play a significant role in improving the quality and performance of 3D printing processes. Here’s a detailed explanation:
3D printing, also known as additive manufacturing, is a process of creating three-dimensional objects by depositing successive layers of material. Vacuum pumps are utilized in various aspects of 3D printing to enhance the overall quality, accuracy, and reliability of printed parts. Here are some key ways in which vacuum pumps impact 3D printing:
1. Material Handling and Filtration: Vacuum pumps are used in 3D printing systems to handle and control the flow of materials. They create the necessary suction force to transport powdered materials, such as polymers or metal powders, from storage containers to the printing chamber. Vacuum systems also assist in filtering and removing unwanted particles or impurities from the material, ensuring the purity and consistency of the feedstock. This helps to prevent clogging or contamination issues during the printing process.
2. Build Plate Adhesion: Proper adhesion of the printed object to the build plate is crucial for achieving dimensional accuracy and preventing warping or detachment during the printing process. Vacuum pumps are employed to create a vacuum environment or suction force that securely holds the build plate and ensures firm adhesion between the first layer of the printed object and the build surface. This promotes stability and minimizes the risk of layer shifting or deformation during the printing process.
3. Material Drying: Many 3D printing materials, such as filament or powdered polymers, can absorb moisture from the surrounding environment. Moisture-contaminated materials can lead to poor print quality, reduced mechanical properties, or defects in the printed parts. Vacuum pumps with integrated drying capabilities can be employed to create a low-pressure environment, effectively removing moisture from the materials before they are used in the printing process. This ensures the dryness and quality of the materials, resulting in improved print outcomes.
4. Resin Handling in Stereolithography (SLA): In SLA 3D printing, a liquid resin is selectively cured using light sources to create the desired object. Vacuum pumps are utilized to facilitate the resin handling process. They can be employed to degas or remove air bubbles from the liquid resin, ensuring a smooth and bubble-free flow during material dispensing. This helps to prevent defects and imperfections caused by trapped air or bubbles in the final printed part.
5. Enclosure Pressure Control: Some 3D printing processes, such as selective laser sintering (SLS) or binder jetting, require the printing chamber to be maintained at a specific pressure or controlled atmosphere. Vacuum pumps are used to create a controlled low-pressure or vacuum environment within the printing chamber, enabling precise pressure regulation and maintaining the desired conditions for optimal printing results. This control over the printing environment helps to prevent oxidation, improve material flow, and enhance the quality and consistency of printed parts.
6. Post-Processing and Cleaning: Vacuum pumps can also aid in post-processing steps and cleaning of 3D printed parts. For instance, in processes like support material removal or surface finishing, vacuum systems can assist in the removal of residual support structures or excess powder from printed objects. They can also be employed in vacuum-based cleaning methods, such as vapor smoothing, to achieve smoother surface finishes and enhance the aesthetics of the printed parts.
7. System Maintenance and Filtration: Vacuum pumps used in 3D printing systems require regular maintenance and proper filtration to ensure their efficient and reliable operation. Effective filtration systems within the vacuum pumps help to remove any contaminants or particles generated during printing, preventing their circulation and potential deposition on the printed parts. This helps to maintain the cleanliness of the printing environment and minimize the risk of defects or impurities in the final printed objects.
In summary, vacuum pumps have a significant impact on the quality of 3D printing. They contribute to material handling and filtration, build plate adhesion, material drying, resin handling in SLA, enclosure pressure control, post-processing and cleaning, as well as system maintenance and filtration. By utilizing vacuum pumps in these critical areas, 3D printing processes can achieve improved accuracy, dimensional stability, material quality, and overall print quality.
What Are the Primary Applications of Vacuum Pumps?
Vacuum pumps have a wide range of applications across various industries. Here’s a detailed explanation:
1. Industrial Processes:
Vacuum pumps play a vital role in numerous industrial processes, including:
– Vacuum Distillation: Vacuum pumps are used in distillation processes to lower the boiling points of substances, enabling separation and purification of various chemicals and compounds.
– Vacuum Drying: Vacuum pumps aid in drying processes by creating a low-pressure environment, which accelerates moisture removal from materials without excessive heat.
– Vacuum Packaging: Vacuum pumps are used in the food industry to remove air from packaging containers, prolonging the shelf life of perishable goods by reducing oxygen exposure.
– Vacuum Filtration: Filtration processes can benefit from vacuum pumps to enhance filtration rates by applying suction, facilitating faster separation of solids and liquids.
2. Laboratory and Research:
Vacuum pumps are extensively used in laboratories and research facilities for various applications:
– Vacuum Chambers: Vacuum pumps create controlled low-pressure environments within chambers for conducting experiments, testing materials, or simulating specific conditions.
– Mass Spectrometry: Mass spectrometers often utilize vacuum pumps to create the necessary vacuum conditions for ionization and analysis of samples.
– Freeze Drying: Vacuum pumps enable freeze-drying processes, where samples are frozen and then subjected to a vacuum, allowing the frozen water to sublimate directly from solid to vapor state.
– Electron Microscopy: Vacuum pumps are essential for electron microscopy techniques, providing the necessary vacuum environment for high-resolution imaging of samples.
3. Semiconductor and Electronics Industries:
High vacuum pumps are critical in the semiconductor and electronics industries for manufacturing and testing processes:
– Semiconductor Fabrication: Vacuum pumps are used in various stages of chip manufacturing, including deposition, etching, and ion implantation processes.
– Thin Film Deposition: Vacuum pumps create the required vacuum conditions for depositing thin films of materials onto substrates, as done in the production of solar panels, optical coatings, and electronic components.
– Leak Detection: Vacuum pumps are utilized in leak testing applications to detect and locate leaks in electronic components, systems, or pipelines.
4. Medical and Healthcare:
Vacuum pumps have several applications in the medical and healthcare sectors:
– Vacuum Assisted Wound Closure: Vacuum pumps are used in negative pressure wound therapy (NPWT), where they create a controlled vacuum environment to promote wound healing and removal of excess fluids.
– Laboratory Equipment: Vacuum pumps are essential in medical and scientific equipment such as vacuum ovens, freeze dryers, and centrifugal concentrators.
– Anesthesia and Medical Suction: Vacuum pumps are utilized in anesthesia machines and medical suction devices to create suction and remove fluids or gases from the patient’s body.
5. HVAC and Refrigeration:
Vacuum pumps are employed in the HVAC (Heating, Ventilation, and Air Conditioning) and refrigeration industries:
– Refrigeration and Air Conditioning Systems: Vacuum pumps are used during system installation, maintenance, and repair to evacuate moisture and air from refrigeration and air conditioning systems, ensuring efficient operation.
– Vacuum Insulation Panels: Vacuum pumps are utilized in the manufacturing of vacuum insulation panels, which offer superior insulation properties for buildings and appliances.
6. Power Generation:
Vacuum pumps play a role in power generation applications:
– Steam Condenser Systems: Vacuum pumps are used in power plants to remove non-condensable gases from steam condenser systems, improving thermal efficiency.
– Gas Capture: Vacuum pumps are utilized to capture and remove gases, such as hydrogen or helium, in nuclear power plants, research reactors, or particle accelerators.
These are just a few examples of the primary applications of vacuum pumps. The versatility and wide range of vacuum pump types make them essential in numerous industries, contributing to various manufacturing processes, research endeavors, and technological advancements.
editor by Dream 2024-05-08