Product Description
Product Description
|
Power |
Voltage |
Air volume |
Wind pressure |
Suction pressure |
|
3kw Ring Blower |
380v |
318m³/h |
38kpa |
35kpa |
|
4kw Ring Blower |
380v |
420m³/h |
45kpa |
41kpa |
|
5.5kw Ring Blower |
380v |
500m³/h |
50kpa |
48kpa |
|
7.5kw Ring Blower |
380v |
520m³/h |
56kpa |
51kpa |
1) Beautiful surface and Small dimensions in the die-cast aluminum alloy housing
2) Both 50Hz and 60Hz are available.
3) Dual-usage: Compressor and Vacuum (suction and blow).
4) Electronic motor with IP54 protection and Insulation class F.
5) 100% oil-free and no oily odors.
6) Low noise and libration.
7) Maintenance-free and easy installation.
8) Strong dynamic stability without vibration
9) Pulsation-free discharge
10) Cooler running bearings
11) Longer grease life
12) Suitable for environmental protection
13) Continuous duty
Company Profile
HangZhou CHINAMFG Bao Automation Equipment Co., Ltd.
From China to the world
Diaobao CNC Equipment Co., Ltd. is a company that integrates production, sales, and research and development. It is committed to providing automation equipment manufacturing for global users, and upholds the product development concept of high efficiency, intelligence, environmental protection, and compatibility. Since its establishment, Diaobao CNC has developed rapidly and has 2 standardized intelligent equipment manufacturing bases with a total area of over 10,000 square meters. We are focus on CNC Machine Parts.It is specialized in five-axis engraving machines, vibrating knife cutting machines, woodworking engraving machines, stone engraving machines, advertising engraving machines, mold precision engraving machines, and CNC engraving and milling machines. The products have passed ISO9001 certification and are reliable in quality and complete in variety. They are exported to the Middle East, Africa, South America, and other regions. They operate stably in the woodworking industry, model industry, mold industry, blister industry, packaging industry, clothing industry, automotive interior industry, leather cutting industry, etc. They have a wide range of benchmarking customer examples. Professional independent core research and development team and well-established after-sales technical department truly provide customer-centric service experience.
FAQ
1.About us
We are in HangZhou ZheJiang , which is the hometown of CNC Router. We are focus on CNC Machine Parts.
We’ve been in this business for more than 10 years.
2.What products do we have?
We have many CNC Machine Parts , include Spindle,Inverter,stepper motor,driver,guide rail,sliding block,
rack,gear box,water pump,dust collector,coupling,tool-setter,tool cutter. And so on …
3.How we guarantee the quality of the products?
Each batch of products will pass the test before leaving the factory.
Before delivery, we will check the list 1 by one.
4.Why you should choose us?
We are focus on CNC Router Parts more than 10years. We can provide you with the overall solution, We
can offer you many type CNC products.Just tell us which you need , we will provide you as the best price
and the best quality and service.
5.What’s the payment term?
We normally accept T/T, Western Union, L/C, and Paypal.
6.What about the shipping ?
We support multiple modes of transportation,such as by express,by air,by sea,by rail and so on.
Also can shipping by DHL\FedEx\TNT\UPS\EMS and so on.
We can offer different type transactions: FOB\EXW\FCA\DAP\CIF.
We can also help you to keep other suppliers goods at our warehouse and shipping together.
7.How to place an order?
Just tell us what you need , then we can make a Invoice for you. If all OK , then make the order and we
shipping to you the goods ASAP.
In order to ensure that all products are what you need, we will show you the pictures, drawings, videos
and so on before shipping .
8.What about the delivery time?
We have a large warehouse and most of our goods are in stock.When you have order, we can shipping
the goods fast.
Generally speaking, the time from our warehouse to the forwarder is about 2 days, and then the goods
can be sent by DHL FedEx UPS TNT to you.
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| After-sales Service: | Timely After-Sales Service |
|---|---|
| Warranty: | 1 Year |
| Oil or Not: | Oil |
| Structure: | Rotary Vacuum Pump |
| Exhauster Method: | Entrapment Vacuum Pump |
| Vacuum Degree: | High Vacuum |
| Samples: |
US$ 500/Piece
1 Piece(Min.Order) | |
|---|
| Customization: |
Available
|
|
|---|

How Do You Maintain and Troubleshoot Vacuum Pumps?
Maintaining and troubleshooting vacuum pumps is essential to ensure their optimal performance and longevity. Here’s a detailed explanation:
Maintenance of Vacuum Pumps:
1. Regular Inspection: Perform regular visual inspections of the pump to check for any signs of damage, leaks, or abnormal wear. Inspect the motor, belts, couplings, and other components for proper alignment and condition.
2. Lubrication: Follow the manufacturer’s guidelines for lubrication. Some vacuum pumps require regular oil changes or lubrication of moving parts. Ensure that the correct type and amount of lubricant are used.
3. Oil Level Check: Monitor the oil level in oil-sealed pumps and maintain it within the recommended range. Add or replace oil as necessary, following the manufacturer’s instructions.
4. Filter Maintenance: Clean or replace filters regularly to prevent clogging and ensure proper airflow. Clogged filters can impair pump performance and increase energy consumption.
5. Cooling System: If the vacuum pump has a cooling system, inspect it regularly for cleanliness and proper functioning. Clean or replace cooling components as needed to prevent overheating.
6. Seals and Gaskets: Check the seals and gaskets for signs of wear or leakage. Replace any damaged or worn seals promptly to maintain airtightness.
7. Valve Maintenance: If the vacuum pump includes valves, inspect and clean them regularly to ensure proper operation and prevent blockages.
8. Vibration and Noise: Monitor the pump for excessive vibration or unusual noise, which may indicate misalignment, worn bearings, or other mechanical issues. Address these issues promptly to prevent further damage.
Troubleshooting Vacuum Pump Problems:
1. Insufficient Vacuum Level: If the pump is not achieving the desired vacuum level, check for leaks in the system, improper sealing, or worn-out seals. Inspect valves, connections, and seals for leaks and repair or replace as needed.
2. Poor Performance: If the pump is not providing adequate performance, check for clogged filters, insufficient lubrication, or worn-out components. Clean or replace filters, ensure proper lubrication, and replace worn parts as necessary.
3. Overheating: If the pump is overheating, check the cooling system for blockages or insufficient airflow. Clean or replace cooling components and ensure proper ventilation around the pump.
4. Excessive Noise or Vibration: Excessive noise or vibration may indicate misalignment, worn bearings, or other mechanical issues. Inspect and repair or replace damaged or worn parts. Ensure proper alignment and balance of rotating components.
5. Motor Issues: If the pump motor fails to start or operates erratically, check the power supply, electrical connections, and motor components. Test the motor using appropriate electrical testing equipment and consult an electrician or motor specialist if necessary.
6. Excessive Oil Consumption: If the pump is consuming oil at a high rate, check for leaks or other issues that may be causing oil loss. Inspect seals, gaskets, and connections for leaks and repair as needed.
7. Abnormal Odors: Unusual odors, such as a burning smell, may indicate overheating or other mechanical problems. Address the issue promptly and consult a technician if necessary.
8. Manufacturer Guidelines: Always refer to the manufacturer’s guidelines and recommendations for maintenance and troubleshooting specific to your vacuum pump model. Follow the prescribed maintenance schedule and seek professional assistance when needed.
By following proper maintenance procedures and promptly addressing any troubleshooting issues, you can ensure the reliable operation and longevity of your vacuum pump.

What Is the Role of Vacuum Pumps in Pharmaceutical Manufacturing?
Vacuum pumps play a crucial role in various aspects of pharmaceutical manufacturing. Here’s a detailed explanation:
Vacuum pumps are extensively used in pharmaceutical manufacturing processes to support a range of critical operations. Some of the key roles of vacuum pumps in pharmaceutical manufacturing include:
1. Drying and Evaporation: Vacuum pumps are employed in drying and evaporation processes within the pharmaceutical industry. They facilitate the removal of moisture or solvents from pharmaceutical products or intermediates. Vacuum drying chambers or evaporators utilize vacuum pumps to create low-pressure conditions, which lower the boiling points of liquids, allowing them to evaporate at lower temperatures. By applying vacuum, moisture or solvents can be efficiently removed from substances such as active pharmaceutical ingredients (APIs), granules, powders, or coatings, ensuring the desired product quality and stability.
2. Filtration and Filtrate Recovery: Vacuum pumps are used in filtration processes for the separation of solid-liquid mixtures. Vacuum filtration systems typically employ a filter medium, such as filter paper or membranes, to retain solids while allowing the liquid portion to pass through. By applying vacuum to the filtration apparatus, the liquid is drawn through the filter medium, leaving behind the solids. Vacuum pumps facilitate efficient filtration, speeding up the process and improving product quality. Additionally, vacuum pumps can aid in filtrate recovery by collecting and transferring the filtrate for further processing or reuse.
3. Distillation and Purification: Vacuum pumps are essential in distillation and purification processes within the pharmaceutical industry. Distillation involves the separation of liquid mixtures based on their different boiling points. By creating a vacuum environment, vacuum pumps lower the boiling points of the components, allowing them to vaporize and separate more easily. This enables efficient separation and purification of pharmaceutical compounds, including the removal of impurities or the isolation of specific components. Vacuum pumps are utilized in various distillation setups, such as rotary evaporators or thin film evaporators, to achieve precise control over the distillation conditions.
4. Freeze Drying (Lyophilization): Vacuum pumps are integral to the freeze drying process, also known as lyophilization. Lyophilization is a dehydration technique that involves the removal of water or solvents from pharmaceutical products while preserving their structure and integrity. Vacuum pumps create a low-pressure environment in freeze drying chambers, allowing the frozen product to undergo sublimation. During sublimation, the frozen water or solvent directly transitions from the solid phase to the vapor phase, bypassing the liquid phase. Vacuum pumps facilitate efficient and controlled sublimation, leading to the production of stable, shelf-stable pharmaceutical products with extended shelf life.
5. Tablet and Capsule Manufacturing: Vacuum pumps are utilized in tablet and capsule manufacturing processes. They are involved in the creation of vacuum within tablet presses or capsule filling machines. By applying vacuum, the air is removed from the die cavity or capsule cavity, allowing for the precise filling of powders or granules. Vacuum pumps contribute to the production of uniform and well-formed tablets or capsules by ensuring accurate dosing and minimizing air entrapment, which can affect the final product quality.
6. Sterilization and Decontamination: Vacuum pumps are employed in sterilization and decontamination processes within the pharmaceutical industry. Autoclaves and sterilizers utilize vacuum pumps to create a vacuum environment before introducing steam or chemical sterilants. By removing air or gases from the chamber, vacuum pumps assist in achieving effective sterilization or decontamination by enhancing the penetration and distribution of sterilants. Vacuum pumps also aid in the removal of sterilants and residues after the sterilization process is complete.
It’s important to note that different types of vacuum pumps, such as rotary vane pumps, dry screw pumps, or liquid ring pumps, may be utilized in pharmaceutical manufacturing depending on the specific requirements of the process and the compatibility with pharmaceutical products.
In summary, vacuum pumps play a vital role in various stages of pharmaceutical manufacturing, including drying and evaporation, filtration and filtrate recovery, distillation and purification, freeze drying (lyophilization), tablet and capsule manufacturing, as well as sterilization and decontamination. By enabling efficient and controlled processes, vacuum pumps contribute to the production of high-quality pharmaceutical products, ensuring the desired characteristics, stability, and safety.

Can Vacuum Pumps Be Used in Laboratories?
Yes, vacuum pumps are extensively used in laboratories for a wide range of applications. Here’s a detailed explanation:
Vacuum pumps are essential tools in laboratory settings as they enable scientists and researchers to create and control vacuum or low-pressure environments. These controlled conditions are crucial for various scientific processes and experiments. Here are some key reasons why vacuum pumps are used in laboratories:
1. Evaporation and Distillation: Vacuum pumps are frequently used in laboratory evaporation and distillation processes. By creating a vacuum, they lower the boiling point of liquids, allowing for gentler and more controlled evaporation. This is particularly useful for heat-sensitive substances or when precise control over the evaporation process is required.
2. Filtration: Vacuum filtration is a common technique in laboratories for separating solids from liquids or gases. Vacuum pumps create suction, which helps draw the liquid or gas through the filter, leaving the solid particles behind. This method is widely used in processes such as sample preparation, microbiology, and analytical chemistry.
3. Freeze Drying: Vacuum pumps play a crucial role in freeze drying or lyophilization processes. Freeze drying involves removing moisture from a substance while it is in a frozen state, preserving its structure and properties. Vacuum pumps facilitate the sublimation of frozen water directly into vapor, resulting in the removal of moisture under low-pressure conditions.
4. Vacuum Ovens and Chambers: Vacuum pumps are used in conjunction with vacuum ovens and chambers to create controlled low-pressure environments for various applications. Vacuum ovens are used for drying heat-sensitive materials, removing solvents, or conducting reactions under reduced pressure. Vacuum chambers are utilized for testing components under simulated space or high-altitude conditions, degassing materials, or studying vacuum-related phenomena.
5. Analytical Instruments: Many laboratory analytical instruments rely on vacuum pumps to function properly. For example, mass spectrometers, electron microscopes, surface analysis equipment, and other analytical instruments often require vacuum conditions to maintain sample integrity and achieve accurate results.
6. Chemistry and Material Science: Vacuum pumps are employed in numerous chemical and material science experiments. They are used for degassing samples, creating controlled atmospheres, conducting reactions under reduced pressure, or studying gas-phase reactions. Vacuum pumps are also used in thin film deposition techniques like physical vapor deposition (PVD) and chemical vapor deposition (CVD).
7. Vacuum Systems for Experiments: In scientific research, vacuum systems are often designed and constructed for specific experiments or applications. These systems can include multiple vacuum pumps, valves, and chambers to create specialized vacuum environments tailored to the requirements of the experiment.
Overall, vacuum pumps are versatile tools that find extensive use in laboratories across various scientific disciplines. They enable researchers to control and manipulate vacuum or low-pressure conditions, facilitating a wide range of processes, experiments, and analyses. The choice of vacuum pump depends on factors such as required vacuum level, flow rate, chemical compatibility, and specific application needs.


editor by Dream 2024-05-17
China high quality 20L/Min-60L/Min Micro Lab Anticorrosive Oilless Diaphragm Vacuum Pump vacuum pump distributors
Product Description
Product Parameters
| Model | GM-0.33A | GM-0.5A | GM-0.5B | GM-1.0A | GM-2 | GM-0.5F |
| Pumping Speed(L/Min) | 20 | 30 | 30 | 60 | 120 | 30 |
| Ultimate Pressure Vacuum | ≥0.08Mpa,200mbar | ≥0.08Mpa,200mbar;positive pressure:≥30Psi | ≥0.095Mpa,50mbar | ≥0.08Mpa,200mbar;positive pressure:≥30Psi | ≥0.08Mpa,200mbar | ≥0.099Mpa,10mbar |
| Power(W) | 160 | 160 | 160 | 160 | 300 | 160 |
| Air Inlet(mm) | φ6 | φ6 | φ6 | φ6 | φ9 | φ6 |
| Air Outlet(mm) | Built-in silencing cotton | φ6 | Silencer | φ6 | φ9 | φ6 |
| Pump Head Quantity | 1 | 1 | 2 | 2 | 2 | 2 |
| Size(L*W*Hmm) | 270*130*210 | 230*180*265 | 350*130*220 | 310*200*210 | 390*150*250 | 370*144*275 |
| Working Temperature(ºC) | 7-40 | 7-40 | 7-40 | 7-40 | 7-40 | 7-40 |
| Pump Temperature(ºC) | <55 | <55 | <55 | <55 | <55 | <55 |
| Weight(kg) | 7 | 7.5 | 10 | 10 | 20 | 13.5 |
| Diaphragm | NBR | NBR | NBR | NBR | NBR | NBR |
| Valves | NBR | NBR | NBR | NBR | NBR | NBR |
| Noise Level (DB) | <60 | <60 | <60 | <60 | <60 | <60 |
| Power Supply | 220V,50HZ | 220V,50HZ | 220V,50HZ | 220V,50HZ | 220V,50HZ | 220V,50HZ |
Product Description
“BOTH” GM Series New Diaphragm Vacuum Pump , the parts which contact with the gas are PTFE material , it’s suitable for the corrosive chemical , pharmaceutical , petrochemical gases etc . It’s used for vacuum filtration , reduced pressure distillation , rotary evaporation , vacuum concentration , centrifugal concentration , CHINAMFG phase extraction etc . It’s a very high cost performance product with quality reliability , unique structural design to meet the various needs of the laboratory.
Application
Vacuum Adsorption | Solvent Filtration | Vacuum Distillation | Vacuum Drying | Compressing and Converting Gas |SPE(Solid Phase Extraction) | Deaeration
Company Profile
Packaging & Shipping
FAQ
Q1. What is your products range?
• Industry water chiller, recirculating cooling chiller, rotary evaporator, alcohol recovery equipment, short path distillation kit, glass molecular distillation equipment, falling film evaporator, jacketed glass reactor and other lab equipment.
Q2. Are you trading company or manufacturer?
• We are professional manufacture of lab equipment and we have our own factory.
Q3. Do you provide samples? Is it free?
• Yes, we could offer the sample. Considering the high value of our products, the sample is not free, but we will give you our best price including shipping cost.
Q4. Do you have warranty?
• Yes, we offer 1 year warranty for the spare part.
Q5. How long is your delivery time?
• Generally it is within 7 working days after receiving the payment if the goods are in stock. Or it is 15 working days if thegoods are not in stock, depending on order quantity.
Q6. What is your terms of payment?
• Payment≤15,000USD, 100% in advance. Payment≥15,000USD, 70% T/T in advance, balance before shipment.
(If you are concerned about payment security for the first order, we advise you can place Trade Assurance Order via Alibaba. you will get 100% payment refund if we can’t meet agreed delivery time.)
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| After-sales Service: | Online Service Support |
|---|---|
| Warranty: | 1 Year |
| Oil or Not: | Oil Free |
| Customization: |
Available
|
|
|---|
.shipping-cost-tm .tm-status-off{background: none;padding:0;color: #1470cc}
| Shipping Cost:
Estimated freight per unit. |
about shipping cost and estimated delivery time. |
|---|
| Payment Method: |
|
|---|---|
|
Initial Payment Full Payment |
| Currency: | US$ |
|---|
| Return&refunds: | You can apply for a refund up to 30 days after receipt of the products. |
|---|

What Is the Impact of Altitude on Vacuum Pump Performance?
The performance of vacuum pumps can be influenced by the altitude at which they are operated. Here’s a detailed explanation:
Altitude refers to the elevation or height above sea level. As the altitude increases, the atmospheric pressure decreases. This decrease in atmospheric pressure can have several effects on the performance of vacuum pumps:
1. Reduced Suction Capacity: Vacuum pumps rely on the pressure differential between the suction side and the discharge side to create a vacuum. At higher altitudes, where the atmospheric pressure is lower, the pressure differential available for the pump to work against is reduced. This can result in a decrease in the suction capacity of the vacuum pump, meaning it may not be able to achieve the same level of vacuum as it would at lower altitudes.
2. Lower Ultimate Vacuum Level: The ultimate vacuum level, which represents the lowest pressure that a vacuum pump can achieve, is also affected by altitude. As the atmospheric pressure decreases with increasing altitude, the ultimate vacuum level that can be attained by a vacuum pump is limited. The pump may struggle to reach the same level of vacuum as it would at sea level or lower altitudes.
3. Pumping Speed: Pumping speed is a measure of how quickly a vacuum pump can remove gases from a system. At higher altitudes, the reduced atmospheric pressure can lead to a decrease in pumping speed. This means that the vacuum pump may take longer to evacuate a chamber or system to the desired vacuum level.
4. Increased Power Consumption: To compensate for the decreased pressure differential and achieve the desired vacuum level, a vacuum pump operating at higher altitudes may require higher power consumption. The pump needs to work harder to overcome the lower atmospheric pressure and maintain the necessary suction capacity. This increased power consumption can impact energy efficiency and operating costs.
5. Efficiency and Performance Variations: Different types of vacuum pumps may exhibit varying degrees of sensitivity to altitude. Oil-sealed rotary vane pumps, for example, may experience more significant performance variations compared to dry pumps or other pump technologies. The design and operating principles of the vacuum pump can influence its ability to maintain performance at higher altitudes.
It’s important to note that vacuum pump manufacturers typically provide specifications and performance curves for their pumps based on standardized conditions, often at or near sea level. When operating a vacuum pump at higher altitudes, it is advisable to consult the manufacturer’s guidelines and consider any altitude-related limitations or adjustments that may be necessary.
In summary, the altitude at which a vacuum pump operates can have an impact on its performance. The reduced atmospheric pressure at higher altitudes can result in decreased suction capacity, lower ultimate vacuum levels, reduced pumping speed, and potentially increased power consumption. Understanding these effects is crucial for selecting and operating vacuum pumps effectively in different altitude environments.

How Do Vacuum Pumps Impact the Quality of 3D Printing?
Vacuum pumps play a significant role in improving the quality and performance of 3D printing processes. Here’s a detailed explanation:
3D printing, also known as additive manufacturing, is a process of creating three-dimensional objects by depositing successive layers of material. Vacuum pumps are utilized in various aspects of 3D printing to enhance the overall quality, accuracy, and reliability of printed parts. Here are some key ways in which vacuum pumps impact 3D printing:
1. Material Handling and Filtration: Vacuum pumps are used in 3D printing systems to handle and control the flow of materials. They create the necessary suction force to transport powdered materials, such as polymers or metal powders, from storage containers to the printing chamber. Vacuum systems also assist in filtering and removing unwanted particles or impurities from the material, ensuring the purity and consistency of the feedstock. This helps to prevent clogging or contamination issues during the printing process.
2. Build Plate Adhesion: Proper adhesion of the printed object to the build plate is crucial for achieving dimensional accuracy and preventing warping or detachment during the printing process. Vacuum pumps are employed to create a vacuum environment or suction force that securely holds the build plate and ensures firm adhesion between the first layer of the printed object and the build surface. This promotes stability and minimizes the risk of layer shifting or deformation during the printing process.
3. Material Drying: Many 3D printing materials, such as filament or powdered polymers, can absorb moisture from the surrounding environment. Moisture-contaminated materials can lead to poor print quality, reduced mechanical properties, or defects in the printed parts. Vacuum pumps with integrated drying capabilities can be employed to create a low-pressure environment, effectively removing moisture from the materials before they are used in the printing process. This ensures the dryness and quality of the materials, resulting in improved print outcomes.
4. Resin Handling in Stereolithography (SLA): In SLA 3D printing, a liquid resin is selectively cured using light sources to create the desired object. Vacuum pumps are utilized to facilitate the resin handling process. They can be employed to degas or remove air bubbles from the liquid resin, ensuring a smooth and bubble-free flow during material dispensing. This helps to prevent defects and imperfections caused by trapped air or bubbles in the final printed part.
5. Enclosure Pressure Control: Some 3D printing processes, such as selective laser sintering (SLS) or binder jetting, require the printing chamber to be maintained at a specific pressure or controlled atmosphere. Vacuum pumps are used to create a controlled low-pressure or vacuum environment within the printing chamber, enabling precise pressure regulation and maintaining the desired conditions for optimal printing results. This control over the printing environment helps to prevent oxidation, improve material flow, and enhance the quality and consistency of printed parts.
6. Post-Processing and Cleaning: Vacuum pumps can also aid in post-processing steps and cleaning of 3D printed parts. For instance, in processes like support material removal or surface finishing, vacuum systems can assist in the removal of residual support structures or excess powder from printed objects. They can also be employed in vacuum-based cleaning methods, such as vapor smoothing, to achieve smoother surface finishes and enhance the aesthetics of the printed parts.
7. System Maintenance and Filtration: Vacuum pumps used in 3D printing systems require regular maintenance and proper filtration to ensure their efficient and reliable operation. Effective filtration systems within the vacuum pumps help to remove any contaminants or particles generated during printing, preventing their circulation and potential deposition on the printed parts. This helps to maintain the cleanliness of the printing environment and minimize the risk of defects or impurities in the final printed objects.
In summary, vacuum pumps have a significant impact on the quality of 3D printing. They contribute to material handling and filtration, build plate adhesion, material drying, resin handling in SLA, enclosure pressure control, post-processing and cleaning, as well as system maintenance and filtration. By utilizing vacuum pumps in these critical areas, 3D printing processes can achieve improved accuracy, dimensional stability, material quality, and overall print quality.
What Is a Vacuum Pump, and How Does It Work?
A vacuum pump is a mechanical device used to create and maintain a vacuum or low-pressure environment within a closed system. Here’s a detailed explanation:
A vacuum pump operates on the principle of removing gas molecules from a sealed chamber, reducing the pressure inside the chamber to create a vacuum. The pump accomplishes this through various mechanisms and techniques, depending on the specific type of vacuum pump. Here are the basic steps involved in the operation of a vacuum pump:
1. Sealed Chamber:
The vacuum pump is connected to a sealed chamber or system from which air or gas molecules need to be evacuated. The chamber can be a container, a pipeline, or any other enclosed space.
2. Inlet and Outlet:
The vacuum pump has an inlet and an outlet. The inlet is connected to the sealed chamber, while the outlet may be vented to the atmosphere or connected to a collection system to capture or release the evacuated gas.
3. Mechanical Action:
The vacuum pump creates a mechanical action that removes gas molecules from the chamber. Different types of vacuum pumps use various mechanisms for this purpose:
– Positive Displacement Pumps: These pumps physically trap gas molecules and remove them from the chamber. Examples include rotary vane pumps, piston pumps, and diaphragm pumps.
– Momentum Transfer Pumps: These pumps use high-speed jets or rotating blades to transfer momentum to gas molecules, pushing them out of the chamber. Examples include turbomolecular pumps and diffusion pumps.
– Entrapment Pumps: These pumps capture gas molecules by adsorbing or condensing them on surfaces or in materials within the pump. Cryogenic pumps and ion pumps are examples of entrainment pumps.
4. Gas Evacuation:
As the vacuum pump operates, it creates a pressure differential between the chamber and the pump. This pressure differential causes gas molecules to move from the chamber to the pump’s inlet.
5. Exhaust or Collection:
Once the gas molecules are removed from the chamber, they are either exhausted into the atmosphere or collected and processed further, depending on the specific application.
6. Pressure Control:
Vacuum pumps often incorporate pressure control mechanisms to maintain the desired level of vacuum within the chamber. These mechanisms can include valves, regulators, or feedback systems that adjust the pump’s operation to achieve the desired pressure range.
7. Monitoring and Safety:
Vacuum pump systems may include sensors, gauges, or indicators to monitor the pressure levels, temperature, or other parameters. Safety features such as pressure relief valves or interlocks may also be included to protect the system and operators from overpressure or other hazardous conditions.
It’s important to note that different types of vacuum pumps have varying levels of vacuum they can achieve and are suitable for different pressure ranges and applications. The choice of vacuum pump depends on factors such as the required vacuum level, gas composition, pumping speed, and the specific application’s requirements.
In summary, a vacuum pump is a device that removes gas molecules from a sealed chamber, creating a vacuum or low-pressure environment. The pump accomplishes this through mechanical actions, such as positive displacement, momentum transfer, or entrapment. By creating a pressure differential, the pump evacuates gas from the chamber, and the gas is either exhausted or collected. Vacuum pumps play a crucial role in various industries, including manufacturing, research, and scientific applications.
editor by Dream 2024-05-17
China manufacturer Made in China CE Certification Vacuum High Pressure Water Pump with Quality vacuum pump ac
Product Description
Product Description
1. Drain pump commonly used in washing machine/air conditioner/ dishwasher and so on.
2. The Drain pump enjoy their high efficiency, low energy consumption,long life and low noise.
3.A variety of pump covers design for customer choice, can also be designed according to customer requirements.
4.Different thickness of the iron core is suitable for all kinds of customers’ requirements.
5.The certification of TUV, UL, CCC
6.Good quality drain pump with low price. If you want drain pump more details , pls don’t hesitate to contact us.
7.The technical parameters depending on the customer’s requirements
| Name | Drain pump |
| Type | Washing machine parts |
| Material | Copper/Copper Clad Aluminum/Aluminum |
| Voltage | 110-127V/220-240V |
| Frequency | 50/60Hz |
| Current | 0.2A |
| Power | 30-40W |
| Packing | 48PCS/CTN |
Detailed Photos
Main products
Company Profile
Workshop
Exhibition
Certifications
FAQ
1 Q: Are you a manufacturer or trading company?
A:We are professional drain pump and motor manufacturer for almost 10 years.
2. Q: What’s your delivery time?
A: 1. The stock samples can be sent to you within 3-5 days by international express.
2. The batch order can be shipped to you in about 25-30 days after order confirmation( by air or by sea).
3 Q: Is it all right to make customer’s own brand name?
A:Yes, we accept OEM.
4 Q: What is your loading port?
A:Xihu (West Lake) Dis. port.
5 Q: What are your payment terms?
A:We can acceptT/T,L/C,DP,.
Any more question.Please contact us without any hesitation.
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| Power: | Electric |
|---|---|
| Rated Voltage: | AC110-127V/ 220-240V |
| Frequence: | 50/60Hz |
| Power(W): | 30-40W |
| Material: | Plastic&Metal |
| Application: | Washing Machine |
| Samples: |
US$ 3/Piece
1 Piece(Min.Order) | |
|---|
| Customization: |
Available
|
|
|---|

Basic knowledge of vacuum pump
A vacuum pump is a device that draws gas molecules from a sealed volume and maintains a partial vacuum. Its main job is to create a relative vacuum within a given volume or volumes. There are many types of vacuum pumps. This article will describe how they work, their types, and their applications.
How it works
A vacuum pump is a mechanical device that removes gas from a system by applying it to a higher pressure than the surrounding atmosphere. The working principle of the vacuum pump is based on the principle of gas transfer and entrapment. Vacuum pumps can be classified according to their vacuum level and the number of molecules that can be removed per cubic centimeter of space. In medium to high vacuum, viscous flow occurs when gas molecules collide with each other. Increasing the vacuum causes molecular or transitional flow.
A vacuum pump has several components that make it a versatile tool. One of the main components is the motor, which consists of a rotor and a stator. The rotor and stator contain coils that generate a magnetic field when excited. Both parts must be mounted on a base that supports the weight of the pump. There is also an oil drain that circulates oil throughout the system for lubrication and cooling purposes.
Another type of vacuum pump is the liquid ring vacuum pump. It works by positioning the impeller above or below the blades. Liquid ring pumps can also adjust the speed of the impeller. However, if you plan to use this type of pump, it is advisable to consult a specialist.
Vacuum pumps work by moving gas molecules to areas of higher or lower pressure. As the pressure decreases, the removal of the molecules becomes more difficult. Industrial vacuum systems require pumps capable of operating in the 1 to 10-6 Torr range.
Type
There are different types of vacuum pumps. They are used in many different applications, such as laboratories. The main purpose of these pumps is to remove air or gas molecules from the vacuum chamber. Different types of pumps use different techniques to achieve this. Some types of pumps use positive displacement, while others use liquid ring, molecular transfer, and entrapment techniques.
Some of these pumps are used in industrial processes, including making vacuum tubes, CRTs, electric lights, and semiconductor processing. They are also used in motor vehicles to power hydraulic components and aircraft. The gyroscope is usually controlled by these pumps. In some cases, they are also used in medical settings.
How a vacuum pump works depends on the type of gas being pumped. There are three main types: positive displacement, negative displacement, and momentum transfer. Depending on the type of lubrication, these principles can be further divided into different types of pumps. For example, dry vacuum pumps are less sensitive to gases and vapors.
Another type of vacuum pump is called a rotary vane pump. This type of pump has two main components, the rotor and the vacuum chamber. These pumps work by rotating moving parts against the pump casing. The mating surfaces of rotary pumps are designed with very small clearances to prevent fluid leakage to the low pressure side. They are suitable for vacuum applications requiring low pulsation and high continuous flow. However, they are not suitable for use with grinding media.
There are many types of vacuum pumps and it is important to choose the right one for your application. The type of pump depends on the needs and purpose of the system. The larger ones can work continuously, and the smaller ones are more suitable for intermittent use. 
Apply
Vacuum pumps are used in a variety of industrial and scientific processes. For example, they are used in the production of vacuum tubes, CRTs, and electric lamps. They are also used in semiconductor processing. Vacuum pumps are also used as mechanical supports for other equipment. For example, there may be multiple vacuum pumps on the engine of a motor vehicle that powers the hydraulic components of an aircraft. In addition, they are often used in fusion research.
The most common type of vacuum pump used in the laboratory is the rotary vane pump. It works by directing airflow through a series of rotating blades in a circular housing. As the blades pass through the casing, they remove gas from the cavity and create a vacuum. Rotary pumps are usually single or double-stage and can handle pressures between 10 and 6 bar. It also has a high pumping speed.
Vacuum pumps are also used to fabricate solar cells on wafers. This involves a range of processes including doping, diffusion, dry etching, plasma-enhanced chemical vapor deposition, and bulk powder generation. These applications depend on the type of vacuum pump used in the process, and the vacuum pump chosen should be designed for the environment.
While there are several types of vacuum pumps available, their basic working principles remain the same. Each has different functions and capacities, depending on the type of vacuum. Generally divided into positive displacement pump, rotary vane pump, liquid ring pump, and molecular delivery pump.
Maintenance
The party responsible for general maintenance and repairs is the Principal Investigator (PI). Agknxs must be followed and approved by the PI and other relevant laboratory personnel. The Agknx provides guidelines for routine maintenance of vacuum pump equipment. Agknxs are not intended to replace detailed routine inspections of vacuum pump equipment, which should be performed by certified/qualified service personnel. If the device fails, the user should contact PI or RP for assistance.
First, check the vacuum pump for any loose parts. Make sure the inlet and outlet pressure gauges are open. When the proper pressure is shown, open the gate valve. Also, check the vacuum pump head and flow. Flow and head should be within the range indicated on the label. Bearing temperature should be within 35°F and maximum temperature should not exceed 80°F. The vacuum pump bushing should be replaced when it is severely worn.
If the vacuum pump has experienced several abnormal operating conditions, a performance test should be performed. Results should be compared to reference values to identify abnormalities. To avoid premature pump failure, a systematic approach to predictive maintenance is essential. This is a relatively new area in the semiconductor industry, but leading semiconductor companies and major vacuum pump suppliers have yet to develop a consistent approach.
A simplified pump-down test method is proposed to evaluate the performance of vacuum pumps. The method includes simulated aeration field tests and four pump performance indicators. Performance metrics are evaluated under gas-loaded, idle, and gas-load-dependent test conditions. 
Cost
The total cost of a vacuum pump consists of two main components: the initial investment and ongoing maintenance costs. The latter is the most expensive component, as it consumes about four to five times the initial investment. Therefore, choosing a more energy-efficient model is a good way to reduce the total system cost and payback period.
The initial cost of a vacuum pump is about $786. Oil-lubricated rotary vane pumps are the cheapest, while oil-free rotary vane pumps are slightly more expensive. Non-contact pumps also cost slightly more. The cost of a vacuum pump is not high, but it is a factor that needs careful consideration.
When choosing a vacuum pump, it is important to consider the type of gas being pumped. Some pumps are only suitable for pumping air, while others are designed to pump helium. Oil-free air has a different pumping rate profile than air. Therefore, you need to consider the characteristics of the medium to ensure that the pump meets your requirements. The cost of a vacuum pump can be much higher than the purchase price, as the daily running and maintenance costs can be much higher.
Lubricated vacuum pumps tend to be more durable and less expensive, but they may require more maintenance. Maintenance costs will depend on the type of gas that needs to be pumped. Lighter gases need to be pumped slowly, while heavier gases need to be pumped faster. The maintenance level of a vacuum pump also depends on how often it needs to be lubricated.
Diaphragm vacuum pumps require regular maintenance and oil changes. The oil in the diaphragm pump should be changed every 3000 hours of use. The pump is also resistant to chemicals and corrosion. Therefore, it can be used in acidic and viscous products.
editor by Dream 2024-05-17
China high quality Fast Start Low Energy Consumption High Speed Roots Blower Vacuum Pump vacuum pump and compressor
Product Description
Product Description
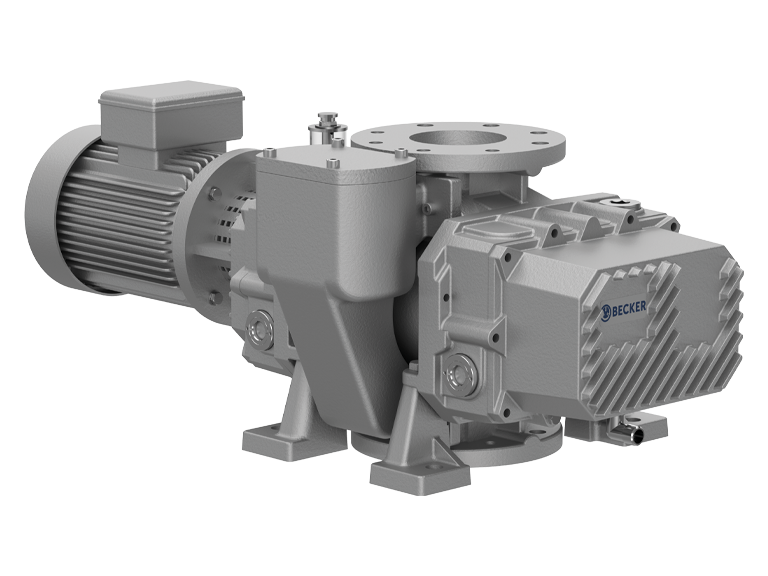
Roots Vacuum Pump
| Model NO. | YCSR1 sets. Packaging & Shipping
Certifications
FAQ
1. How can I get the price? 2. Can I buy samples? – Yes. Please feel free to contact us. 3. What is your delivery time? 4. What is your payment term? 5. What is the shipping method? 6. How do you make our business long-term and good relationship?
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
What Are the Differences Between Dry and Wet Roots Vacuum Pumps?Dry and wet Roots vacuum pumps are two different types of pumps with distinct operating principles and characteristics. Here’s a detailed explanation of their differences: 1. Operating Principle: – Dry Roots Vacuum Pump: A dry Roots vacuum pump operates without the use of any lubricating fluid or sealing liquid. It consists of two or more intermeshing lobed rotors that rotate in opposite directions, creating a series of expanding and contracting chambers. As the rotors rotate, gas is trapped in the chambers and carried from the inlet to the outlet, resulting in the generation of a vacuum. – Wet Roots Vacuum Pump: A wet Roots vacuum pump, also known as a liquid ring pump, uses a liquid, typically water or another compatible liquid, as a sealing and working fluid. The liquid forms a rotating ring inside the pump, creating a seal between the lobes of the rotors. As the rotors turn, the liquid ring traps and carries the gas from the inlet to the outlet, creating a vacuum. 2. Lubrication and Sealing: – Dry Roots Vacuum Pump: Dry Roots pumps do not require lubrication or sealing fluid. The absence of liquids eliminates the need for maintenance associated with fluid handling, such as oil changes or water management. Dry pumps are often preferred in applications where contamination from lubricants or sealing fluids is a concern, such as in semiconductor manufacturing or pharmaceutical industries. – Wet Roots Vacuum Pump: Wet Roots pumps rely on a liquid seal for operation, requiring a continuous supply of sealing liquid, typically water. The liquid serves as both a sealant and a coolant for the pump. However, it also necessitates careful management of the liquid, including water supply, disposal, and potential contamination risks. Wet pumps are commonly used in applications where the presence of the sealing liquid is not a concern or can be easily managed. 3. Operation Efficiency: – Dry Roots Vacuum Pump: Dry pumps are known for their high operational efficiency. They can achieve high pumping speeds and create substantial vacuum levels. Dry pumps are particularly suitable for processes that require quick pump-down times or applications where a deep vacuum is necessary. – Wet Roots Vacuum Pump: Wet pumps typically have lower pumping speeds compared to dry pumps. While they can achieve moderate vacuum levels, they are not as effective in creating deep vacuums. Wet pumps are often used in processes where the pumping speed requirements are not as demanding, or in applications where the presence of the sealing liquid can provide benefits, such as in handling condensable gases or preventing contamination. 4. Application Suitability: – Dry Roots Vacuum Pump: Dry pumps are commonly used in a wide range of applications, including semiconductor manufacturing, analytical instruments, vacuum packaging, and industrial processes. Their ability to handle different gases and their high operational efficiency make them suitable for various industries and processes. – Wet Roots Vacuum Pump: Wet pumps find application in processes where the presence of a sealing liquid is advantageous. They are often used in applications involving the handling of water vapor, condensable gases, or corrosive gases. Wet pumps are utilized in industries such as chemical processing, pharmaceuticals, food processing, and environmental applications. 5. Maintenance and Care: – Dry Roots Vacuum Pump: Dry pumps generally require less maintenance compared to wet pumps. They do not rely on sealing liquid, reducing the need for fluid changes, disposal, or monitoring of liquid levels. Dry pumps may require periodic maintenance, such as cleaning, inspection, and rotor lubrication, but the maintenance requirements are typically less frequent and less involved. – Wet Roots Vacuum Pump: Wet pumps require regular maintenance due to the presence of the sealing liquid. Maintenance tasks include monitoring and replenishing the liquid, managing the water supply, and ensuring proper disposal of the used liquid. The sealing liquid may also require filtration or treatment to remove contaminants or prevent scaling or corrosion. In summary, dry and wet Roots vacuum pumps differ in their operating principles, lubrication and sealing methods, operation efficiency, application suitability, and maintenance requirements. Dry pumps operate without lubrication or sealing fluid, offer high efficiency and are suitable for a wide range of applications. Wet pumps rely on a liquid seal, have lower pumping speeds, are used in applications where the liquid presence is advantageous, and require regular maintenance and care.
Can Roots Vacuum Pumps Be Used for Vacuum Distillation?Yes, Roots vacuum pumps can be used for vacuum distillation in certain applications. Here’s a detailed explanation: Vacuum distillation is a process used to separate and purify components of a liquid mixture by exploiting the difference in boiling points under reduced pressure. By operating at lower pressures, the boiling points of the components are decreased, allowing for more selective evaporation and separation. Vacuum distillation is commonly employed in industries such as petrochemical, pharmaceutical, and chemical manufacturing. Roots vacuum pumps can play a role in vacuum distillation processes by assisting in the creation and maintenance of the required vacuum conditions. Although Roots vacuum pumps alone may not achieve the high vacuum levels necessary for certain applications, they are often used in combination with other vacuum pumps, such as rotary vane pumps or oil-sealed pumps, to create a hybrid pumping system. In a typical setup, Roots vacuum pumps are utilized as the primary roughing pump in the distillation system. Their high pumping speed allows for efficient removal of large volumes of gas, reducing the pressure in the system and enabling the effective operation of subsequent stages. The Roots pump works by trapping and compressing the gas, creating a pressure differential that facilitates the evacuation of the system. While Roots vacuum pumps are effective in generating rough vacuum levels, they may not be capable of achieving the very high vacuum levels often required for precise separation in vacuum distillation. Therefore, they are commonly used in conjunction with other vacuum pumps, such as oil-sealed pumps or molecular pumps, that are better suited for achieving and maintaining high vacuum levels. It’s important to note that the selection and configuration of the vacuum pumps for vacuum distillation depend on various factors, including the desired vacuum level, the characteristics of the liquid mixture being distilled, and the specific requirements of the distillation process. The vacuum system needs to be carefully designed to ensure optimal performance and efficient separation. In summary, while Roots vacuum pumps alone may not be sufficient for achieving the high vacuum levels required for vacuum distillation, they are commonly employed as part of a hybrid pumping system in conjunction with other vacuum pumps. Their high pumping speed and capability to handle large gas volumes make them valuable for creating the initial vacuum conditions in the distillation process.
China wholesaler Reliable Quality Various Specifications Sewage Wastewater Treatment Roots Blower Vacuum Pump vacuum pump engineProduct Description
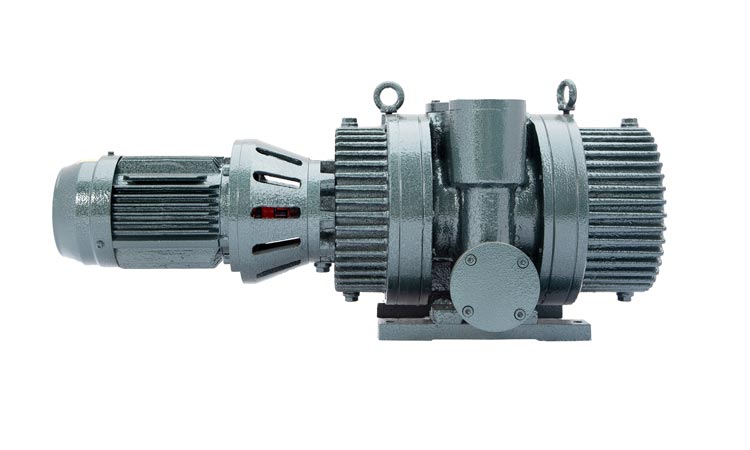
Roots Vacuum Pump
|