Product Description
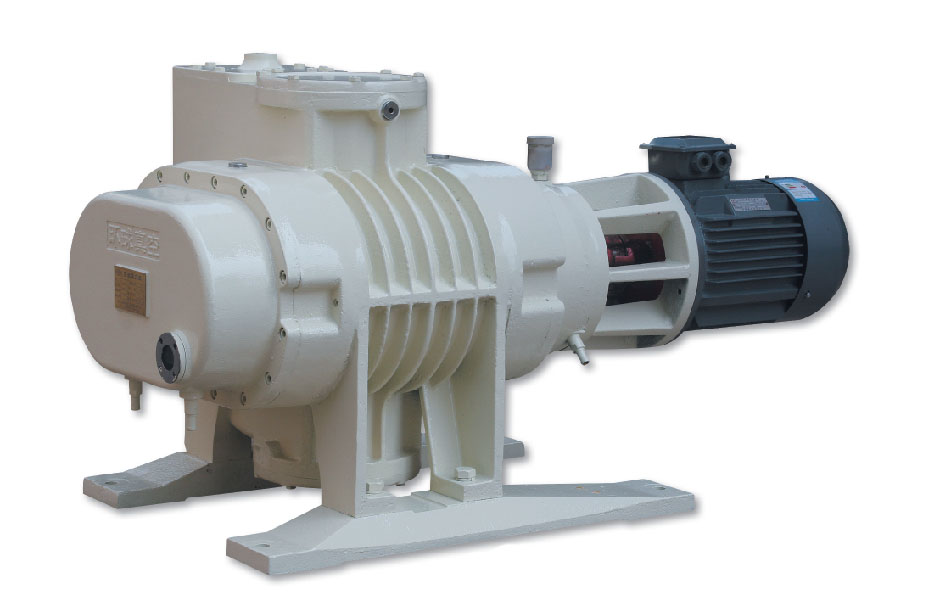
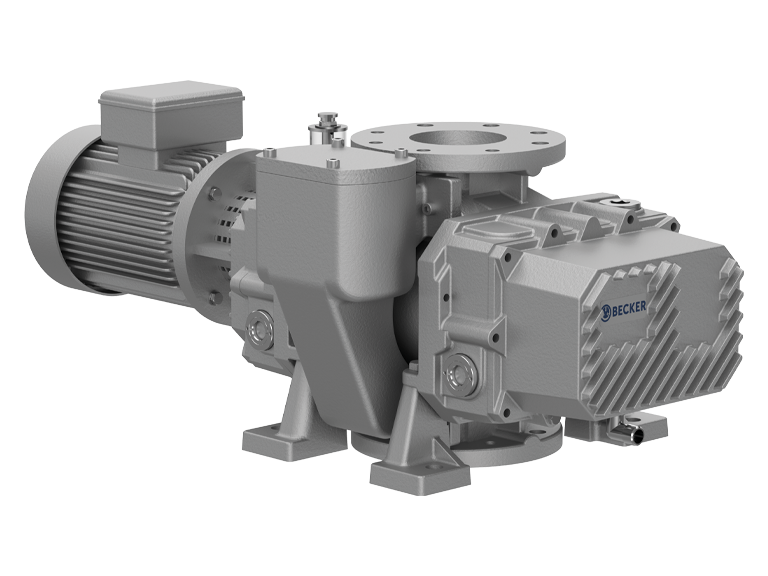
MBC0500 Mechanical Boosters / Roots Vacuum Pumps
Our MB-C, MB-E, and MB-Y mechanical vacuum booster are oil free vacuum pumps that are running together with the backing pumps for all rough and high-vacuum applications where large pumping speeds are needed. Our vacuum boosters operate totally contact-free and with no sealing fluids such as oil or water exiting in the vacuum chamber. MB-Y vacuum boosters are equipped with bypass valve.
Economical
Due to the large number of available models, the pumping speed and ultimate vacuum can be customized exactly according to specific processes. The high pumping efficiency ensures further increase in the economy of operating costs.
Safe operation
Tried-and-tested engineering technology together with a robust design enables safe operation to happen. The MB-Y series’ integrated bypass valve allows the vacuum boosters to operate at a high pressure level.
| Technical data | 50HZ | MBC0500 |
| Pumping Speed | m3/h | 500 |
| Ultimate pressure | mbar(abs) | 1×10-3 |
| Diameter | “ | VG63/ISO100 |
| Voltage | V | 320-440 |
| Nominal motor rating | Kw | 2.2 |
| Current | A | 3.9/4.0 |
| Nominal speed | Min-1 | 900/1120 |
| Sound | dB(A) | 68 |
| Oil (max) | L | 4.6/5.0 |
| Weight | Kg | 79.5 |
Application Ranges
- Metallurgy
- Simulation chambers
- Packaging industry
- Freeze/vacuum-drying
- Thin-film technology
- Electron beam welding
- Chemistry and process technology
- Industrial leak detection systems
- Steel degassing
- Load-lock chambers
- vacuum impregnation
- vacuum degass
- vacuum pre-discharging
- gas exhausting
- Glass and wear protection coating
- Decorative coating
- Vacuum furnaces
- Space simulation chambers
- for the processes in vacuum distillation, vacuum concentration and vacuum drying in chemical industry, medicine, food and beverage, light industry and textile industry
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| Oil or Not: | Oil |
|---|---|
| Structure: | Roots Vacuum Pump |
| Exhauster Method: | Kinetic Vacuum Pump |
| Vacuum Degree: | Vacuum |
| Work Function: | Maintain the Pump |
| Working Conditions: | Dry |
| Customization: |
Available
|
|
|---|
Can Roots Vacuum Pumps Be Used for Vacuum Impregnation in Manufacturing?
Yes, Roots vacuum pumps can be used for vacuum impregnation in manufacturing. Here’s a detailed explanation:
1. Vacuum Impregnation in Manufacturing: Vacuum impregnation is a process used in manufacturing to fill porous materials or components with a liquid or resin. It is commonly employed to enhance the properties of materials by improving their strength, sealing capability, or resistance to chemicals or corrosion. The process involves placing the porous material in a vacuum chamber and removing the air or gas trapped within its pores. Once a vacuum is established, a liquid or resin is introduced, and the vacuum is released, allowing the material to absorb the impregnating substance.
2. Role of Roots Vacuum Pumps: Roots vacuum pumps play a crucial role in the vacuum impregnation process by creating and maintaining the required vacuum conditions. Here’s how they contribute:
– Evacuation: Roots pumps are used to evacuate the impregnation chamber, removing the air and gas from within the pores of the porous material. By creating a vacuum, the trapped gases are extracted, creating a void space for the impregnating substance to penetrate.
– Pressure Control: Roots pumps help control the pressure within the impregnation chamber during different stages of the process. They can rapidly achieve and maintain the desired vacuum level, ensuring proper impregnation of the material and preventing the formation of air bubbles or voids.
– Gas Removal: Roots pumps effectively remove gases released from the impregnating substance during the impregnation process. As the liquid or resin fills the pores of the porous material, gases may be released due to the reaction or outgassing. The vacuum pump evacuates these gases, preventing their accumulation and ensuring complete impregnation.
3. Advantages of Roots Vacuum Pumps for Vacuum Impregnation:
– High Pumping Speed: Roots vacuum pumps have a high pumping speed, enabling rapid evacuation of the impregnation chamber. This reduces the overall impregnation cycle time, increasing manufacturing throughput and efficiency.
– Large Volume Handling: Roots pumps are capable of handling large volumes of gas, allowing them to evacuate chambers of different sizes effectively. This is advantageous when impregnating large or complex-shaped components that require a significant amount of impregnating substance.
– Continuous Operation: Roots pumps can operate continuously, maintaining the vacuum conditions required for impregnation throughout the process. This ensures consistent impregnation results and reduces the risk of incomplete impregnation or material defects.
– Compatibility with Impregnating Substances: Roots vacuum pumps are compatible with a wide range of impregnating substances, including resins, oils, solvents, and other liquids. They can handle different chemical compositions and provide a clean and efficient environment for the impregnation process.
4. Considerations for Vacuum Impregnation:
– Material Compatibility: It is essential to consider the compatibility of the porous material with the impregnating substance and the impregnation process itself. Some materials may require pre-treatment or surface preparation before impregnation. The choice of impregnating substance should also align with the material’s properties and intended application.
– Process Parameters: Vacuum impregnation involves controlling various process parameters, such as vacuum level, impregnation time, pressure release, and curing conditions. These parameters may vary depending on the material, impregnating substance, and desired impregnation results. Proper process optimization and control are crucial for achieving consistent and reliable impregnation outcomes.
– System Design: The design of the vacuum impregnation system should consider factors such as chamber size, gas flow rates, vacuum pump capacity, and pressure control mechanisms. Proper system design ensures efficient operation, reliable vacuum conditions, and effective impregnation of the porous material.
In summary, Roots vacuum pumps are well-suited for vacuum impregnation in manufacturing. Their high pumping speed, large volume handling capability, continuous operation, and compatibility with impregnating substances make them effective in creating and maintaining the required vacuum conditions for successful impregnation. By considering material compatibility, process parameters, and system design, Roots vacuum pumps contribute to the efficient and reliable impregnation of porous materials in various manufacturing applications.
Can Roots Vacuum Pumps Be Used for Vacuum Distillation?
Yes, Roots vacuum pumps can be used for vacuum distillation in certain applications. Here’s a detailed explanation:
Vacuum distillation is a process used to separate and purify components of a liquid mixture by exploiting the difference in boiling points under reduced pressure. By operating at lower pressures, the boiling points of the components are decreased, allowing for more selective evaporation and separation. Vacuum distillation is commonly employed in industries such as petrochemical, pharmaceutical, and chemical manufacturing.
Roots vacuum pumps can play a role in vacuum distillation processes by assisting in the creation and maintenance of the required vacuum conditions. Although Roots vacuum pumps alone may not achieve the high vacuum levels necessary for certain applications, they are often used in combination with other vacuum pumps, such as rotary vane pumps or oil-sealed pumps, to create a hybrid pumping system.
In a typical setup, Roots vacuum pumps are utilized as the primary roughing pump in the distillation system. Their high pumping speed allows for efficient removal of large volumes of gas, reducing the pressure in the system and enabling the effective operation of subsequent stages. The Roots pump works by trapping and compressing the gas, creating a pressure differential that facilitates the evacuation of the system.
While Roots vacuum pumps are effective in generating rough vacuum levels, they may not be capable of achieving the very high vacuum levels often required for precise separation in vacuum distillation. Therefore, they are commonly used in conjunction with other vacuum pumps, such as oil-sealed pumps or molecular pumps, that are better suited for achieving and maintaining high vacuum levels.
It’s important to note that the selection and configuration of the vacuum pumps for vacuum distillation depend on various factors, including the desired vacuum level, the characteristics of the liquid mixture being distilled, and the specific requirements of the distillation process. The vacuum system needs to be carefully designed to ensure optimal performance and efficient separation.
In summary, while Roots vacuum pumps alone may not be sufficient for achieving the high vacuum levels required for vacuum distillation, they are commonly employed as part of a hybrid pumping system in conjunction with other vacuum pumps. Their high pumping speed and capability to handle large gas volumes make them valuable for creating the initial vacuum conditions in the distillation process.


editor by Dream 2024-05-09
China Professional Roots Blower Pumps Used For Chemical Industrial Vacuum Drying with Great quality
Product Description
DS Series Dry Screw Vacuum Pump
Features
1.Exhaust Path Is Short, Reduce The Deposition Of Reactants.
Comparing with other types of dry vacuum pump,DENAIR screw vacuum pump has the shortest gas path in the vacuum pump and that could reduce the contamination of process gas. Screw rotors can play as a powder transmission mechanism,we runs well even there has lots of contamination inside the pump.
2.The Optimal Linear Sealing, The Pump Performance.
Patented rotor profile can provide rotor excellent sealing effects thus a larger clearance is allowable in between.Pump rotor wesring and rotor jam by the process contamination can be reduced by larger allowable clearcance.
3.Simple Structure, Low Fault Rate And Easy Maintenance
Screw type vacuum is composed by a pair of screw rotor and isolation plates are required in different between rotors and isolation plates can also be avoided.Overhaul CHINAMFG dry pump is much easier than other type of dry pump,so the erpair time is shorter and the cost is saver.
4.Microcomputer Operation, Remote Monitoring, Considerate Protection
Microprocessor controller provides lots of pump parameters for running status monitoring.Pump can be easily operated and monitored by the operation panel.Remote control software can help the customer monitor the pump running status remotely.
DS Vacuum Pump Speed Curve
Advantages
1.Special cooling liquid cooling, to avoid the cooling water may cause corrosion to the hull.
2.Mobile operation interface, convenient operation; Display and the actual work of vacuum pump and can be selected to both languages, according to the real close to the customer.
3.Catch the power connector, safe and convenient.
4.The nitrogen gas heater, make the vacuum pump is more suitable for CVD, PECVD and other semiconductor technique process.
5.The control signals and communication signal interface, remote monitoring was carried out on the vacuum.
Application
1.The health care industry.
2.Lighting industry.
3.A variety of analytical instruments.
4.Electronics, semiconductor industry.
5.The power industry.
6.Refrigeration industry.
Technical Prameters
| Type | Unit | DS180 | DS250 | DS360 | DS540 | DS720 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 50Hz | 60Hz | 50Hz | 60Hz | 50Hz | 60Hz | 50Hz | 60Hz | 50Hz | 60Hz | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Pumping speed | m3/hr | 180 | 216 | 250 | 3, China And our factory is located in No.386,YangzhuangBang Street,Pingxing Rd.,Xindai Town,HangZhou,ZHangZhoug Province, China Q3: Warranty terms of your machine? Q4: Will you provide some spare parts of the machines? Q5: How long will you take to arrange production? Q6: Can you accept OEM orders? /* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
Can Roots Vacuum Pumps Be Used for Environmental Testing in Chambers?Yes, Roots vacuum pumps can be used for environmental testing in chambers. Here’s a detailed explanation: 1. Environmental Testing in Chambers: Environmental testing involves subjecting a product or component to various simulated environmental conditions to assess its performance, durability, and reliability. Chambers are commonly used for environmental testing and can simulate conditions such as temperature, humidity, pressure, and gas composition. These chambers create controlled environments that mimic real-world operating conditions to evaluate how a product or component responds under different environmental stressors. 2. Role of Vacuum Pumps: Vacuum pumps play a crucial role in environmental testing chambers by creating and maintaining the desired vacuum conditions. They help establish specific pressure levels, remove unwanted gases or contaminants, and enable controlled gas flow within the chamber. Vacuum pumps are responsible for evacuating the chamber, achieving the desired pressure or vacuum level, and ensuring the accuracy and reliability of the environmental test results. 3. Advantages of Roots Vacuum Pumps: Roots vacuum pumps offer several advantages that make them suitable for environmental testing in chambers: – High Pumping Speed: Roots pumps have a high pumping speed, allowing them to quickly evacuate the chamber and achieve the desired vacuum level. This is particularly important when rapid cycling between different test conditions is required. – Large Volume Handling: Chambers used in environmental testing can vary in size, from small-scale chambers to large walk-in chambers. Roots vacuum pumps are capable of handling large volumes of gas, making them suitable for evacuating chambers of different sizes efficiently. – Continuous Operation: Roots vacuum pumps can operate continuously, ensuring the chamber remains at the desired vacuum level throughout the testing process. This is essential for maintaining test accuracy and consistency. – Compatibility with Hybrid Pumping Systems: Roots vacuum pumps can be integrated into hybrid pumping systems, working alongside other pump technologies such as rotary vane pumps, scroll pumps, or turbomolecular pumps. This combination allows for enhanced pumping capability, achieving the desired vacuum levels and accommodating specific test requirements. 4. Considerations for Environmental Testing: While Roots vacuum pumps are suitable for environmental testing, several considerations should be taken into account: – Gas Composition: Different environmental tests may involve specific gas compositions or mixtures. It is important to ensure that the selected Roots pump is compatible with the gases used in the testing process. Some gases may require special pump features or materials to avoid contamination or damage to the pump. – Pressure Range: Environmental testing chambers may require a wide range of pressure levels to simulate various conditions. Roots vacuum pumps have limitations in terms of the ultimate vacuum level they can achieve. It is necessary to ensure that the selected pump can meet the pressure range requirements of the specific environmental tests. – System Design: Proper system design is crucial to ensure efficient and reliable operation of the environmental testing chamber. Factors such as the chamber size, gas flow rates, evacuation times, and pressure control mechanisms should be considered when selecting and integrating Roots vacuum pumps into the testing system. In summary, Roots vacuum pumps can be effectively used for environmental testing in chambers. Their high pumping speed, large volume handling capability, continuous operation, and compatibility with hybrid pumping systems make them suitable for maintaining the desired vacuum conditions during environmental tests. By considering factors such as gas composition, pressure range, and system design, Roots vacuum pumps contribute to the accurate and reliable assessment of product performance under simulated environmental conditions.
How Do Roots Vacuum Pumps Differ from Other Types of Vacuum Pumps?Roots vacuum pumps, also known as Roots blowers or rotary lobe pumps, have distinct characteristics that set them apart from other types of vacuum pumps. Here’s a detailed explanation of the differences between Roots vacuum pumps and other common types of vacuum pumps: 1. Operating Principle: Roots vacuum pumps operate based on the principle of positive displacement. They use synchronized rotating lobes to trap and compress gas, resulting in the creation of a pressure differential that generates vacuum. Other types of vacuum pumps, such as rotary vane pumps, liquid ring pumps, and diffusion pumps, operate on different principles, such as rotor rotation, liquid sealing, or molecular diffusion. 2. Pumping Mechanism: Roots vacuum pumps are non-contacting pumps, meaning there is no physical contact between the lobes or between the lobes and the housing. This eliminates the need for lubrication within the pump and reduces the risk of contamination or oil vapor backstreaming into the vacuum system. In contrast, many other types of vacuum pumps rely on a sealing mechanism that involves physical contact between moving parts, requiring lubrication to maintain proper operation. 3. Pumping Speed: Roots vacuum pumps are known for their high pumping speed, which refers to the rate at which they can remove gas from a vacuum system. They excel at handling large volumes of gas efficiently. This makes Roots vacuum pumps suitable for applications that require rapid evacuation or continuous extraction of gases. Other types of vacuum pumps may have different pumping speeds depending on their design and intended applications. 4. Vacuum Level: While Roots vacuum pumps are efficient at generating rough vacuum levels, typically in the range of 10 to 1,000 mbar, they are not capable of achieving high vacuum levels on their own. They are often used in conjunction with other vacuum pumps, such as rotary vane pumps or diffusion pumps, in hybrid or combination pumping systems to achieve higher vacuum levels. In contrast, other types of vacuum pumps, such as turbomolecular pumps or cryogenic pumps, are designed specifically for achieving and maintaining high vacuum levels. 5. Gas Handling: Roots vacuum pumps have a large gas handling capacity and can handle a wide range of gases, including clean air, corrosive gases, and vapors. Their robust construction and ability to handle gas with particulates or liquids make them suitable for applications in various industries. Other types of vacuum pumps may have limitations in terms of the types of gases they can handle or may require additional equipment or treatments to handle specific gases. 6. Applications: Roots vacuum pumps find applications in a wide range of industrial processes, including chemical processing, pharmaceuticals, food processing, environmental technology, semiconductor manufacturing, packaging, and research laboratories. Other types of vacuum pumps, such as turbomolecular pumps, cryogenic pumps, or scroll pumps, may be more commonly used in specific industries or applications where their unique operating principles or capabilities are advantageous. It’s important to note that the selection of a vacuum pump depends on various factors, including the desired vacuum level, gas composition, pumping speed requirements, application-specific considerations, and budget constraints. Different types of vacuum pumps offer distinct advantages and are chosen based on the specific requirements of the application. In summary, Roots vacuum pumps differ from other types of vacuum pumps in terms of their operating principle, pumping mechanism, pumping speed, vacuum level capabilities, gas handling capacity, and applications. Understanding these differences helps in selecting the most suitable vacuum pump for a particular industrial process or application.
China best Vacuum Homogenizer Emulsifier Industrial Cosmetic Mixer Equipment Mixer Equipment Powder and Liquids Pumps vacuum pump ac systemProduct Description
The production process: Vacuum Homogenizer Emulsifier industrial cosmetic mixer equipment mixer equipment powder and liquids pumps(unless mixing machine , we still have filling line machine , water treatment ….)
Introduction You can customize its size to suit large, medium and small production, and you can also customize a complete set of production lines. In addition, we can design the machine according to the drawings you provide, or design the drawings and machines according to your specific requirements.
Mixing machine with Internal and external circulation
Medium production (500-1000L)
large production (1000-5000L)
For more detailed information, please find data and description below. Technical Parameter
Engineering project Product Features
Scraper anchor agitator:
AKI Homogenizer : stator rotor blade groove-like structure; state liquid fabric uniformity fineness homogenized <1.8μm;
For making hand santizer with acohol , that need the control panel in explosion proof :
How does open mixing tank work? Company in detais: RFQ:
Can Vacuum Pumps Be Used in the Aerospace Sector?Vacuum pumps indeed have various applications in the aerospace sector. Here’s a detailed explanation: Vacuum pumps play a crucial role in several areas of the aerospace industry, supporting various processes and systems. Some of the key applications of vacuum pumps in the aerospace sector include: 1. Space Simulation Chambers: Vacuum pumps are used in space simulation chambers to replicate the low-pressure conditions experienced in outer space. These chambers are utilized for testing and validating the performance and functionality of aerospace components and systems under simulated space conditions. Vacuum pumps create and maintain the necessary vacuum environment within these chambers, allowing engineers and scientists to evaluate the behavior and response of aerospace equipment in space-like conditions. 2. Propellant Management: In space propulsion systems, vacuum pumps are employed for propellant management. They help in the transfer, circulation, and pressurization of propellants, such as liquid rocket fuels or cryogenic fluids, in both launch vehicles and spacecraft. Vacuum pumps assist in creating the required pressure differentials for propellant flow and control, ensuring efficient and reliable operation of propulsion systems. 3. Environmental Control Systems: Vacuum pumps are utilized in the environmental control systems of aircraft and spacecraft. These systems are responsible for maintaining the desired atmospheric conditions, including temperature, humidity, and cabin pressure, to ensure the comfort, safety, and well-being of crew members and passengers. Vacuum pumps are used to regulate and control the cabin pressure, facilitating the circulation of fresh air and maintaining the desired air quality within the aircraft or spacecraft. 4. Satellite Technology: Vacuum pumps find numerous applications in satellite technology. They are used in the fabrication and testing of satellite components, such as sensors, detectors, and electronic devices. Vacuum pumps help create the necessary vacuum conditions for thin film deposition, surface treatment, and testing processes, ensuring the performance and reliability of satellite equipment. Additionally, vacuum pumps are employed in satellite propulsion systems to manage propellants and provide thrust for orbital maneuvers. 5. Avionics and Instrumentation: Vacuum pumps are involved in the production and testing of avionics and instrumentation systems used in aerospace applications. They facilitate processes such as thin film deposition, vacuum encapsulation, and vacuum drying, ensuring the integrity and functionality of electronic components and circuitry. Vacuum pumps are also utilized in vacuum leak testing, where they help create a vacuum environment to detect and locate any leaks in aerospace systems and components. 6. High Altitude Testing: Vacuum pumps are used in high altitude testing facilities to simulate the low-pressure conditions encountered at high altitudes. These testing facilities are employed for evaluating the performance and functionality of aerospace equipment, such as engines, materials, and structures, under simulated high altitude conditions. Vacuum pumps create and control the required low-pressure environment, allowing engineers and researchers to assess the behavior and response of aerospace systems in high altitude scenarios. 7. Rocket Engine Testing: Vacuum pumps are crucial in rocket engine testing facilities. They are utilized to evacuate and maintain the vacuum conditions in engine test chambers or nozzles during rocket engine testing. By creating a vacuum environment, these pumps simulate the conditions experienced by rocket engines in the vacuum of space, enabling accurate testing and evaluation of engine performance, thrust levels, and efficiency. It’s important to note that aerospace applications often require specialized vacuum pumps capable of meeting stringent requirements, such as high reliability, low outgassing, compatibility with propellants or cryogenic fluids, and resistance to extreme temperatures and pressures. In summary, vacuum pumps are extensively used in the aerospace sector for a wide range of applications, including space simulation chambers, propellant management, environmental control systems, satellite technology, avionics and instrumentation, high altitude testing, and rocket engine testing. They contribute to the development, testing, and operation of aerospace equipment, ensuring optimal performance, reliability, and safety.
What Is the Difference Between Dry and Wet Vacuum Pumps?Dry and wet vacuum pumps are two distinct types of pumps that differ in their operating principles and applications. Here’s a detailed explanation of the differences between them: Dry Vacuum Pumps: Dry vacuum pumps operate without the use of any lubricating fluid or sealing water in the pumping chamber. They rely on non-contact mechanisms to create a vacuum. Some common types of dry vacuum pumps include: 1. Rotary Vane Pumps: Rotary vane pumps consist of a rotor with vanes that slide in and out of slots in the rotor. The rotation of the rotor creates chambers that expand and contract, allowing the gas to be pumped. The vanes and the housing are designed to create a seal, preventing gas from flowing back into the pump. Rotary vane pumps are commonly used in laboratories, medical applications, and industrial processes where a medium vacuum level is required. 2. Dry Screw Pumps: Dry screw pumps use two or more intermeshing screws to compress and transport gas. As the screws rotate, the gas is trapped between the threads and transported from the suction side to the discharge side. Dry screw pumps are known for their high pumping speeds, low noise levels, and ability to handle various gases. They are used in applications such as semiconductor manufacturing, chemical processing, and vacuum distillation. 3. Claw Pumps: Claw pumps use two rotors with claw-shaped lobes that rotate in opposite directions. The rotation creates a series of expanding and contracting chambers, enabling gas capture and pumping. Claw pumps are known for their oil-free operation, high pumping speeds, and suitability for handling dry and clean gases. They are commonly used in applications such as automotive manufacturing, food packaging, and environmental technology. Wet Vacuum Pumps: Wet vacuum pumps, also known as liquid ring pumps, operate by using a liquid, typically water, to create a seal and generate a vacuum. The liquid ring serves as both the sealing medium and the working fluid. Wet vacuum pumps are commonly used in applications where a higher level of vacuum is required or when handling corrosive gases. Some key features of wet vacuum pumps include: 1. Liquid Ring Pumps: Liquid ring pumps feature an impeller with blades that rotate eccentrically within a cylindrical casing. As the impeller rotates, the liquid forms a ring against the casing due to centrifugal force. The liquid ring creates a seal, and as the impeller spins, the volume of the gas chamber decreases, leading to the compression and discharge of gas. Liquid ring pumps are known for their ability to handle wet and corrosive gases, making them suitable for applications such as chemical processing, oil refining, and wastewater treatment. 2. Water Jet Pumps: Water jet pumps utilize a jet of high-velocity water to create a vacuum. The water jet entrains gases, and the mixture is then separated in a venturi section, where the water is recirculated, and the gases are discharged. Water jet pumps are commonly used in laboratories and applications where a moderate vacuum level is required. The main differences between dry and wet vacuum pumps can be summarized as follows: 1. Operating Principle: Dry vacuum pumps operate without the need for any sealing fluid, while wet vacuum pumps utilize a liquid ring or water as a sealing and working medium. 2. Lubrication: Dry vacuum pumps do not require lubrication since there is no contact between moving parts, whereas wet vacuum pumps require the presence of a liquid for sealing and lubrication. 3. Applications: Dry vacuum pumps are suitable for applications where a medium vacuum level is required, and oil-free operation is desired. They are commonly used in laboratories, medical settings, and various industrial processes. Wet vacuum pumps, on the other hand, are used when a higher vacuum level is needed or when handling corrosive gases. They find applications in chemical processing, oil refining, and wastewater treatment, among others. It’s important to note that the selection of a vacuum pump depends on specific requirements such as desired vacuum level, gas compatibility, operating conditions, and the nature of the application. In summary, the primary distinction between dry and wet vacuum pumps lies in their operating principles, lubrication requirements, and applications. Dry vacuum pumps operate without any lubricating fluid, while wet vacuum pumps rely on a liquid ring or water for sealing and lubrication. The choice between dry and wet vacuum pumps depends on the specific needs of the application and the desired vacuum level.
What Are the Primary Applications of Vacuum Pumps?Vacuum pumps have a wide range of applications across various industries. Here’s a detailed explanation: 1. Industrial Processes: Vacuum pumps play a vital role in numerous industrial processes, including: – Vacuum Distillation: Vacuum pumps are used in distillation processes to lower the boiling points of substances, enabling separation and purification of various chemicals and compounds. – Vacuum Drying: Vacuum pumps aid in drying processes by creating a low-pressure environment, which accelerates moisture removal from materials without excessive heat. – Vacuum Packaging: Vacuum pumps are used in the food industry to remove air from packaging containers, prolonging the shelf life of perishable goods by reducing oxygen exposure. – Vacuum Filtration: Filtration processes can benefit from vacuum pumps to enhance filtration rates by applying suction, facilitating faster separation of solids and liquids. 2. Laboratory and Research: Vacuum pumps are extensively used in laboratories and research facilities for various applications: – Vacuum Chambers: Vacuum pumps create controlled low-pressure environments within chambers for conducting experiments, testing materials, or simulating specific conditions. – Mass Spectrometry: Mass spectrometers often utilize vacuum pumps to create the necessary vacuum conditions for ionization and analysis of samples. – Freeze Drying: Vacuum pumps enable freeze-drying processes, where samples are frozen and then subjected to a vacuum, allowing the frozen water to sublimate directly from solid to vapor state. – Electron Microscopy: Vacuum pumps are essential for electron microscopy techniques, providing the necessary vacuum environment for high-resolution imaging of samples. 3. Semiconductor and Electronics Industries: High vacuum pumps are critical in the semiconductor and electronics industries for manufacturing and testing processes: – Semiconductor Fabrication: Vacuum pumps are used in various stages of chip manufacturing, including deposition, etching, and ion implantation processes. – Thin Film Deposition: Vacuum pumps create the required vacuum conditions for depositing thin films of materials onto substrates, as done in the production of solar panels, optical coatings, and electronic components. – Leak Detection: Vacuum pumps are utilized in leak testing applications to detect and locate leaks in electronic components, systems, or pipelines. 4. Medical and Healthcare: Vacuum pumps have several applications in the medical and healthcare sectors: – Vacuum Assisted Wound Closure: Vacuum pumps are used in negative pressure wound therapy (NPWT), where they create a controlled vacuum environment to promote wound healing and removal of excess fluids. – Laboratory Equipment: Vacuum pumps are essential in medical and scientific equipment such as vacuum ovens, freeze dryers, and centrifugal concentrators. – Anesthesia and Medical Suction: Vacuum pumps are utilized in anesthesia machines and medical suction devices to create suction and remove fluids or gases from the patient’s body. 5. HVAC and Refrigeration: Vacuum pumps are employed in the HVAC (Heating, Ventilation, and Air Conditioning) and refrigeration industries: – Refrigeration and Air Conditioning Systems: Vacuum pumps are used during system installation, maintenance, and repair to evacuate moisture and air from refrigeration and air conditioning systems, ensuring efficient operation. – Vacuum Insulation Panels: Vacuum pumps are utilized in the manufacturing of vacuum insulation panels, which offer superior insulation properties for buildings and appliances. 6. Power Generation: Vacuum pumps play a role in power generation applications: – Steam Condenser Systems: Vacuum pumps are used in power plants to remove non-condensable gases from steam condenser systems, improving thermal efficiency. – Gas Capture: Vacuum pumps are utilized to capture and remove gases, such as hydrogen or helium, in nuclear power plants, research reactors, or particle accelerators. These are just a few examples of the primary applications of vacuum pumps. The versatility and wide range of vacuum pump types make them essential in numerous industries, contributing to various manufacturing processes, research endeavors, and technological advancements.
China Standard Gas-Cooling Roots Pump Portable Rotary Industrial Mini Vane Diaphragm Best Suppliers Centrifugal Best Suppliers All-Gas-Cooled Vacuum System DC AC Vacuum Pumps vacuum pump electricProduct Description
Gas-Cooling Roots Pump Portable Rotary Industrial Mini Vane Diaphragm Best Suppliers Centrifugal Best Suppliers All-Gas-Cooled Vacuum System DC AC Vacuum Pumps During decarburization processes the vacuum system needs to operate long time in a rough pressure range. An efficient gas-cooling is necessary as the extracted hot gases would otherwise overheat the filter and vacuum system. With the development of technology and the improvement of product quality in aerospace, electric power, iron and steel processing, pharmaceutical and chemical industries, these industries need to obtain a certain vacuum environment. At the same time, the vacuum system used by these industries is continuously increasing, and the vacuum degree is continuously increasing. Moreover, the state’s environmental protection, energy saving and 3 wastes discharge to the above-mentioned industries, etc. The requirements are more stringent. At present, the existing dry vacuum pumps on the market, such as screw vacuum pumps and claw vacuum pumps, are unable to meet the requirements of oil-free large pumping speed clean vacuum environment proposed by these industries due to the restrictions of pumping speed characteristics and structural mechanism. In view of the shortcomings of the existing technology, the technical problem to be solved by the utility model is to provide an all-gas-cooled vacuum system to satisfy the use in a clean vacuum environment with large oil-free pumping speed.
company information
/* March 10, 2571 17:59:20 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
How Do You Select the Right Size Roots Vacuum Pump for a Specific Application?Selecting the right size Roots vacuum pump for a specific application requires careful consideration of various factors. Here’s a detailed explanation: 1. Determine the Required Pumping Speed: The pumping speed is a crucial parameter that indicates the volume flow rate of gas that the Roots vacuum pump can handle. To select the right size pump, you need to determine the required pumping speed for your application. Consider factors such as the volume of the system being evacuated, the gas load, and the desired evacuation time. The required pumping speed will help narrow down the options and identify pumps that can meet your application’s demands. 2. Consider the Ultimate Vacuum Level: The ultimate vacuum level is the lowest pressure that the Roots vacuum pump can achieve under ideal conditions. Different applications have varying vacuum level requirements. Determine the desired ultimate vacuum level for your application, keeping in mind factors such as the sensitivity of the process, the presence of moisture or contaminants, and the specific requirements of the downstream equipment or processes. Ensure that the selected pump can reach the required vacuum level. 3. Evaluate Gas Composition and Characteristics: The composition and characteristics of the gas being pumped are essential considerations. Some gases, such as condensable vapors or corrosive gases, may require special pump features or materials to ensure efficient and safe operation. Consider the gas composition, including its chemical properties, temperature, and any potential challenges it may pose to the pump’s performance or longevity. Consult the pump manufacturer or specialist for guidance on selecting a pump suitable for handling the specific gas or gas mixture in your application. 4. Account for System Constraints and Operating Conditions: Assess the system constraints and operating conditions that may impact the pump’s performance. Factors such as the available space for the pump, power supply requirements, cooling options, and noise limitations should be taken into consideration. Additionally, consider any specific operating conditions such as temperature extremes, high-altitude operation, or continuous-duty requirements. Ensure that the selected pump is compatible with the system constraints and can operate reliably under the anticipated operating conditions. 5. Consult Manufacturer Specifications and Performance Curves: Review the manufacturer’s specifications and performance curves for the Roots vacuum pumps under consideration. These documents provide detailed information about the pump’s capabilities, operating ranges, and performance characteristics. Pay attention to parameters such as pumping speed, ultimate vacuum level, power requirements, and any specific features or limitations. Compare the specifications with your application requirements to identify pumps that align with your needs. 6. Seek Expert Advice: If you are unsure about the pump selection process or have complex application requirements, it is recommended to seek advice from pump manufacturers or specialists. They can provide valuable insights, recommend suitable pump models, and assist in evaluating your specific application needs. 7. Consider Future Expansion and Flexibility: When selecting a Roots vacuum pump, consider the potential for future expansion or changes in your application. If there is a possibility of increased gas load or system requirements in the future, it may be advantageous to select a slightly larger pump to accommodate potential growth and ensure long-term suitability. In summary, selecting the right size Roots vacuum pump involves determining the required pumping speed, considering the ultimate vacuum level, evaluating gas composition and characteristics, accounting for system constraints and operating conditions, consulting manufacturer specifications, and seeking expert advice when needed. By carefully considering these factors, you can choose a Roots vacuum pump that meets the specific requirements of your application, ensuring efficient and reliable operation.
Can Roots Vacuum Pumps Be Used for Vacuum Distillation?Yes, Roots vacuum pumps can be used for vacuum distillation in certain applications. Here’s a detailed explanation: Vacuum distillation is a process used to separate and purify components of a liquid mixture by exploiting the difference in boiling points under reduced pressure. By operating at lower pressures, the boiling points of the components are decreased, allowing for more selective evaporation and separation. Vacuum distillation is commonly employed in industries such as petrochemical, pharmaceutical, and chemical manufacturing. Roots vacuum pumps can play a role in vacuum distillation processes by assisting in the creation and maintenance of the required vacuum conditions. Although Roots vacuum pumps alone may not achieve the high vacuum levels necessary for certain applications, they are often used in combination with other vacuum pumps, such as rotary vane pumps or oil-sealed pumps, to create a hybrid pumping system. In a typical setup, Roots vacuum pumps are utilized as the primary roughing pump in the distillation system. Their high pumping speed allows for efficient removal of large volumes of gas, reducing the pressure in the system and enabling the effective operation of subsequent stages. The Roots pump works by trapping and compressing the gas, creating a pressure differential that facilitates the evacuation of the system. While Roots vacuum pumps are effective in generating rough vacuum levels, they may not be capable of achieving the very high vacuum levels often required for precise separation in vacuum distillation. Therefore, they are commonly used in conjunction with other vacuum pumps, such as oil-sealed pumps or molecular pumps, that are better suited for achieving and maintaining high vacuum levels. It’s important to note that the selection and configuration of the vacuum pumps for vacuum distillation depend on various factors, including the desired vacuum level, the characteristics of the liquid mixture being distilled, and the specific requirements of the distillation process. The vacuum system needs to be carefully designed to ensure optimal performance and efficient separation. In summary, while Roots vacuum pumps alone may not be sufficient for achieving the high vacuum levels required for vacuum distillation, they are commonly employed as part of a hybrid pumping system in conjunction with other vacuum pumps. Their high pumping speed and capability to handle large gas volumes make them valuable for creating the initial vacuum conditions in the distillation process.
China Professional Roots Blower Pumps Used For Chemical Industrial Vacuum Drying vacuum pumpProduct Description
DS Series Dry Screw Vacuum Pump Features 1.Exhaust Path Is Short, Reduce The Deposition Of Reactants. 2.The Optimal Linear Sealing, The Pump Performance. 3.Simple Structure, Low Fault Rate And Easy Maintenance 4.Microcomputer Operation, Remote Monitoring, Considerate Protection DS Vacuum Pump Speed Curve Advantages 1.Special cooling liquid cooling, to avoid the cooling water may cause corrosion to the hull. 2.Mobile operation interface, convenient operation; Display and the actual work of vacuum pump and can be selected to both languages, according to the real close to the customer. 3.Catch the power connector, safe and convenient. 4.The nitrogen gas heater, make the vacuum pump is more suitable for CVD, PECVD and other semiconductor technique process. Application 1.The health care industry. 2.Lighting industry. 3.A variety of analytical instruments. 4.Electronics, semiconductor industry. 5.The power industry. 6.Refrigeration industry. Technical Prameters
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||